
Sécheur à cristaux infrarouges pour ligne de granulation/extrusion R-PET


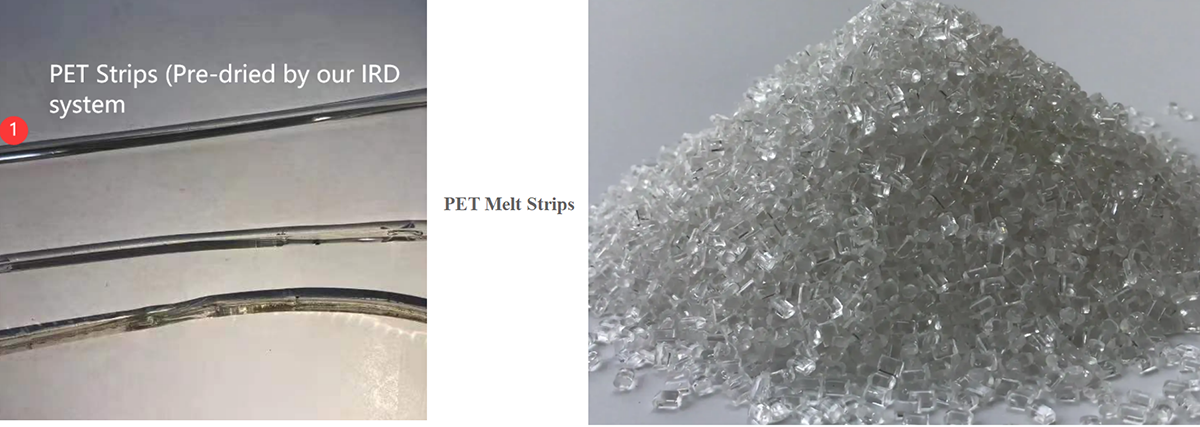
Pré-séchage infrarouge des flocons de PET : augmentation du rendement et amélioration de la qualité des extrudeuses PET
>>Le retraitement des flocons dans l'extrudeuse réduit l'IV en raison de l'hydrolyse en présence d'eau,C'est pourquoi un pré-séchage homogène avec notre système IRD peut limiter cette réduction. De plus, la résine ne jaunit pas grâce au temps de séchage réduit.Le temps de séchage ne nécessite que 15 à 20 minutes, l'humidité finale peut être≤ 50 ppm, consommation d'énergie inférieure à 80 W/kg/h), et le cisaillement dans l'extrudeuse est ainsi également réduit car le matériau préchauffé entre dans l'extrudeuse à température constante”
>>Dans un premier temps, le PET rebroyé est cristallisé et séché dans l'IRD en environ 15 minutes. Ce processus de cristallisation et de séchage est réalisé par chauffage direct par rayonnement infrarouge, pour atteindre une température de 170 °C. Contrairement aux systèmes à air chaud lents, l'apport d'énergie rapide et direct permet une compensation parfaite des fluctuations permanentes de l'humidité d'entrée ; le système de contrôle du rayonnement infrarouge permet de réagir aux variations des conditions de traitement en quelques secondes. Ainsi, des valeurs comprises entre 5 000 et 8 000 ppm sont réduites de manière homogène dans l'IRD jusqu'à un taux d'humidité résiduelle d'environ 30 à 50 ppm.
>>En tant qu'effet secondaire du processus de cristallisation dans l'IRD, la densité apparente du matériau broyé augmente,particulièrement pour les flocons très légers. Cet effet secondaire est particulièrement intéressant, sachant que la tendance aux bouteilles à parois minces empêche le matériau recyclé d'atteindre des masses volumiques supérieures à 0,3 kg/dm³. Une augmentation de la masse volumique apparente de 10 à 20 % peut être obtenue dans l'IRD, ce qui paraît négligeable à première vue, mais améliore considérablement les performances d'alimentation à l'entrée de l'extrudeuse : à vitesse d'extrusion inchangée, les performances de remplissage de la vis sont nettement améliorées.

Date de publication : 07/04/2023