
Filmkomprimeringsgranuleringslinje







Enstegsteknik för PP-raffia, vävt material och PE/PP-filmavfall
Filmåtervinningsgranulatorn designad av LIANDA MACHINERY använder produktionssättet krossning, smältsträngsprutning, pelletering och torkning, vilket löser problemet:
■ Risken med manuell matning
■ Tvångsmatningkapaciteten är liten
■ Den manuella förbrukningen av den delade operationen för krossning och extrudering är stor
■ Trådarnas partikelstorlek är inte enhetlig och trådarna går lätt sönder
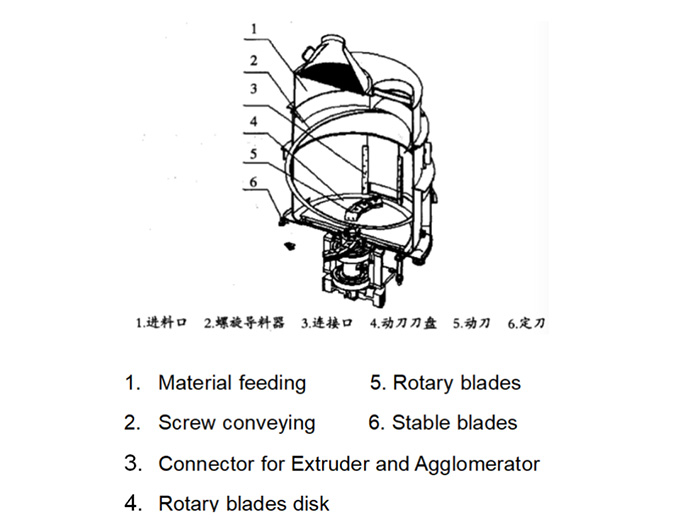
Filmgranuleringsutrustningen använder metoden komprimering och krossning. Efter att materialet matats till komprimatorn krossas det av det nedre skärhuvudet, och friktionen som genereras av skärhuvudets höghastighetsskärning genererar värme, så att materialet värms upp och krymper för att öka materialets skrymdensitet och öka matningsmängden. Denna processmetod bidrar till stor hjälp för att öka produktionskapaciteten.


Maskinspecifikationer
| Maskinnamn | Filmkomprimeringsgranuleringslinje |
| Slutprodukt | Plastpellets/granulat |
| Produktionslinjekomponenter | Transportband, skärkomprimatorfat, extruder, pelleteringsenhet, vattenkylningsenhet, torkenhet, silotank |
| Applikationsmaterial | HDPE, LDPE, LLDPE, PP, BOPP, CPP, OPP, PA, PC, PS, PU, EPS |
| Matning | Transportband (standard), nyprullmatare (tillval) |
| Skruvdiameter | 65–180 mm |
| Skruv vänster/höger | 30/1; 32/1; 34/1; 36/1 |
| Utgångsområde | 100–1200 kg/h |
| Skruvmaterial | 38CrMoAlA |
| Avgasning | Enkel- eller dubbelventilerad avgasning, Oventilerad för otryckt film (anpassad) Tvåstegstyp (mor-barn-extruder) för ännu bättre avgasning |
| Skärtyp | Vattenringsformskärning eller strängform |
| Skärmväxlare | Hydraulisk skärmväxlare med dubbel arbetsposition, non-stop eller anpassad |
| Kylningstyp | Vattenkyld |
Maskindetaljer visas

>> Filmkomprimatorn/agglomeratorn skär och komprimerar filmen med höghastighetsfriktion
>> Filmkomprimerings-/agglomeratorn är utformad med ett observationsfönster för att underlätta för kunderna att öppna, rengöra och byta blad
>> Efter att materialet har kommit in i komprimatorn krossas och komprimeras det, och den höghastighetsroterande komprimatorn kastar materialet in i enskruvsextrudern längs flödesvägen. En högre temperatur kan skapas i komprimatorn, vilket komprimerar plasten till pellets och


>> Vattenringpelleterare, pelleteringshastigheten styrs av invertern, inklusive varm skärmatris, avledningskon, vattenringskydd, knivhållare, knivskiva, knivstång etc.
>> Hydraulisk skärmbyte utan stopp, det finns en trycksensor på verktygshuvudet för att påbörja skärmbyte, inget behov av att stoppa för skärmbyte och snabbt skärmbyte
>> Pelletsen skärs direkt på vattenringsmunstycket, och pelletsen matas till den vertikala avvattningsmaskinen efter att de har kylts med vatten, vilket innebär att strängbrott inte uppstår.

Styrsystem
■ Matning: Om bandtransportören går eller inte beror på filmkomprimatorns/agglomeratorns strömstyrka. Bandtransportören stoppar matningen när filmkomprimatorns/agglomeratorns strömstyrka överstiger det inställda värdet.
■ Temperatur på filmkomprimator/agglomerator: Temperaturen som genereras av materialets friktion måste säkerställa att materialet värms upp, böjs, kontraheras och kommer in i extrudern smidigt, och har en viss inverkan på komprimatormotorns rotationshastighet.
■ Skruvextruderns hastighet kan justeras (beroende på det matade materialets situation)
■ Pelleteringshastigheten kan justeras (beroende på materialutgång och storlek)






