
پي اي ٽي فائبر ٺاهڻ لاءِ انفراريڊ روٽري ڊرائير





پيداوار جا تفصيل

مادي مان داخل ٿيندڙ ۽ عڪاسي ڪندڙ انفراريڊ شعاعون مادي جي تنظيم تي اثر انداز نه ٿيون ٿين، پر جذب ٿيل ٽشو ماليڪيولر جوش جي ڪري گرمي توانائي ۾ تبديل ٿي ويندا، جنهن جي ڪري مواد جو گرمي پد تيزي سان وڌي ويندو.
ڪور تائين گرمي. مختصر لهر واري انفراريڊ روشني جي ذريعي مواد کي سڌو سنئون اندر کان گرم ڪيو ويندو آهي.
اندر کان ٻاهر تائين. ڪور ۾ توانائي مواد کي گرم ڪري ٿي
اندر کان ٻاهر، تنهنڪري نمي اندر کان مواد جي ٻاهرئين طرف هلي ويندي آهي.
نمي جو بخار ٿيڻ.ڊرائير اندر اضافي هوا جي گردش مواد مان بخارات مان نڪتل نمي کي ختم ڪري ٿي.
ڪيس اسٽڊي
| گراهڪ جي گهرج | ||
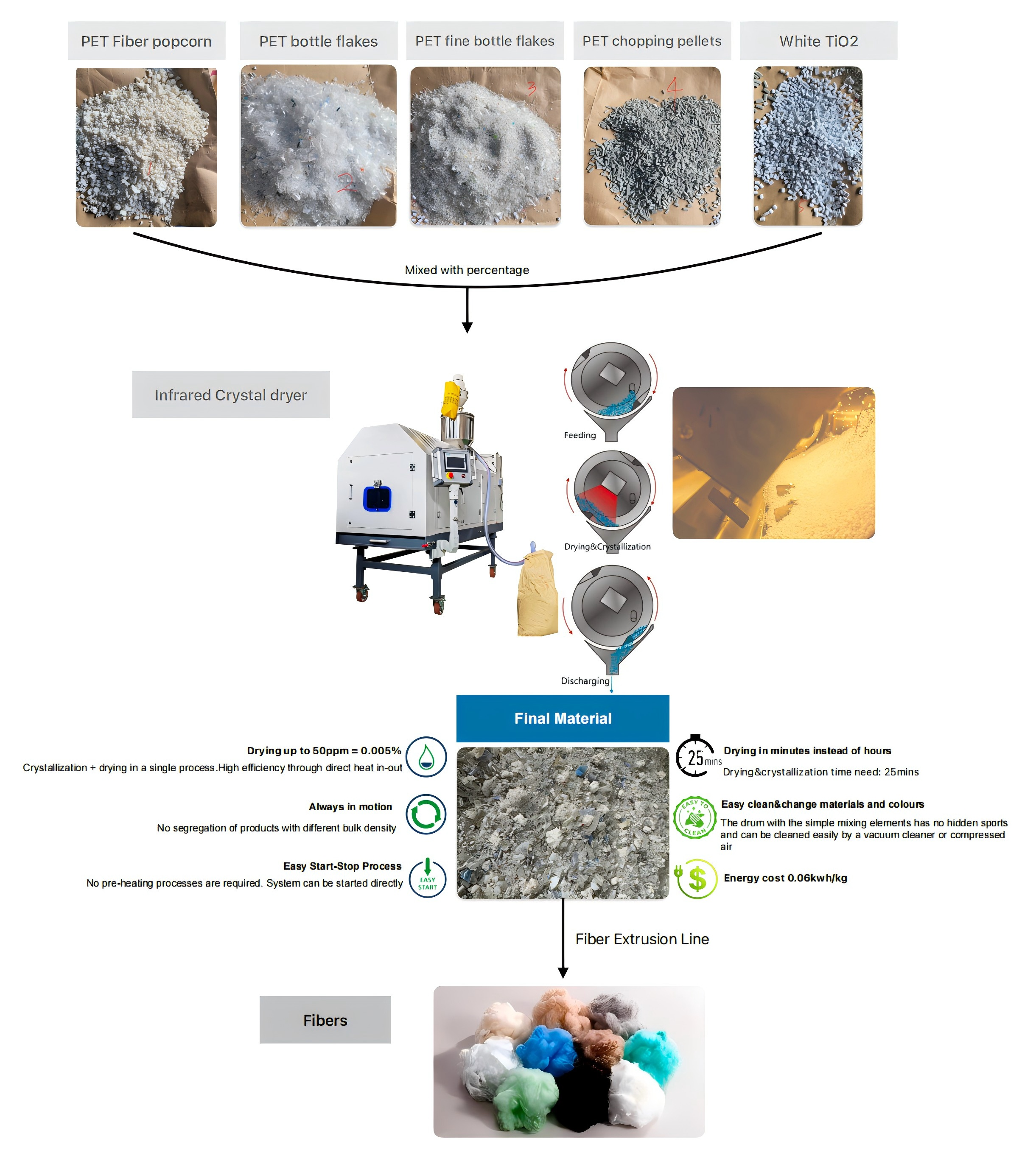
| اسان جي گراهڪن کان خام مال rPET مواد جي ملاوٽ جو تناسب اهو عام راشن آهي پر ان کي وقت بوقت تبديل ڪري سگهجي ٿو. |
| |
| شروعاتي نمي وارو مواد | اٽڪل 1.65%-2% (16500ppm~20000ppm) | |
| آخري نمي جي گهرج | <0.01٪ (100 پي پي ايم) | |
| پيداوار | 3000 ڪلوگرام / ايڇ | |
خام مال جو جائزو | ||
| لينڊا تجويز | ||
| مشين ماڊل | LDHW1800×2000 انفراريڊ روٽري ڊرائير (بيچ پروسيسنگ) | |
| پيداوار | 3000 ڪلوگرام / ايڇ | |
| سڪل گرمي پد | 180-200 ℃ | |
| سڪي وڃڻ جو وقت | 30 منٽ | |
| آخري نمي | 70 پي پي ايم | |
| گرم ڪرڻ جي طاقت | 550 ڪلوواٽ | |
| عملي بجلي جو استعمال | 357 ڪلوواٽ | |
پروسيسنگ ڏيکاريل آهي
پروسيسنگ ۾ اسان جيڪو فائدو ڏيون ٿا
① فوري شروعات ۽ جلدي بند ٿيڻ
→ پيداوار جي فوري شروعات ممڪن آهي. مشين جي گرم ڪرڻ واري مرحلي جي ضرورت ناهي.
→ پروسيسنگ آساني سان شروع ڪري سگھجي ٿي، روڪي سگھجي ٿي ۽ ٻيهر شروع ڪري سگھجي ٿي
② هميشه حرڪت ۾
→ مختلف بلڪ کثافت وارن شين جي ڪا به سيگريگيشن ناهي
→ ڊرم جي پرمينٽ گردش مواد کي حرڪت ۾ رکي ٿي ۽ ڪلمپنگ کان بچي سگهجي ٿو.
③ ڪلاڪن جي بدران منٽن ۾ خشڪ ڪرڻ (سڪائڻ ۽ ڪرسٽلائيزيشن وقت جي ضرورت: 25 منٽ)
→ انفراريڊ شعاعن ماليڪيولر ٿرمل پسليشن جو سبب بڻيا جيڪي ذرڙن جي ڪور تي اندر کان ٻاهر سڌو سنئون عمل ڪن ٿا. ته جيئن ذرڙن جي اندر نمي تيزيءَ سان گرم ٿئي ۽ گردش ڪندڙ ماحولي هوا ۾ بخارات بڻجي وڃي، ۽ نمي ساڳئي وقت ختم ٿي وڃي.
④ پي اي ٽي ايڪسٽروڊر جي آئوٽ پُٽ کي بهتر بڻائڻ
→ IRD سسٽم ۾ بلڪ ڊينسٽي ۾ 10-20٪ اضافو حاصل ڪري سگهجي ٿو، ايڪسٽروڊر انليٽ تي فيڊ جي ڪارڪردگي کي خاص طور تي بهتر بڻائي سگهجي ٿو، جڏهن ته ايڪسٽروڊر جي رفتار ۾ ڪا تبديلي نه رهي ٿي، اسڪرو تي فلنگ ڪارڪردگي ۾ ڪافي بهتري آهي.
⑤ آساني سان صاف ڪريو ۽ مواد ۽ رنگ تبديل ڪريو
→ سادي ملائيندڙ عنصرن سان گڏ ڊرم ۾ ڪو به لڪيل اسپورٽ ناهي ۽ ان کي ويڪيوم ڪلينر يا دٻيل هوا سان آساني سان صاف ڪري سگهجي ٿو.
⑥ توانائي جي قيمت 0.06 ڪلوواٽ في ڪلوگرام
→ رهائش جو مختصر وقت = عمل جي اعليٰ لچڪ
→ توانائي انفرادي طور تي ترتيب ڏئي سگهجي ٿي --- هر ليمپ کي PLC پروگرام ذريعي ڪنٽرول ڪري سگهجي ٿو
سوال
الف. خام مال جي شروعاتي نمي جي حد ڇا آهي؟
→ شروعاتي نمي جي ڪا به صحيح حد ناهي، 2٪، 4٪ ٻئي ٺيڪ آهن.
ب. سڪڻ کان پوءِ آخري نمي ڪيتري حاصل ڪري سگهي ٿي؟
→ ≦ 30 پي پي ايم
ج. سڪائڻ ۽ ڪرسٽلائيزيشن وقت جي ڪهڙي ضرورت آهي؟
→ 25-30 منٽ. خشڪ ڪرڻ ۽ ڪرسٽلائيز ڪرڻ هڪ قدم ۾ ختم ٿي ويندو.
د. گرم ڪرڻ جو ذريعو ڇا آهي؟ گهٽ اوس پوائنٽ خشڪ هوا؟
→ اسين انفراريڊ ليمپ (انفراريڊ لهر) کي گرم ڪرڻ جي ذريعن طور اختيار ڪريون ٿا. مختصر لهر واري انفراريڊ روشني جي ذريعي مواد کي سڌو سنئون اندر کان ٻاهر گرم ڪيو ويندو آهي. ڪور ۾ توانائي مواد کي اندر کان ٻاهر گرم ڪري ٿي، تنهنڪري نمي اندر کان ٻاهر مواد جي طرف منتقل ٿئي ٿي.
e. ڇا خشڪ ڪرڻ جي عمل کان مٿي مختلف کثافت واري مواد کي پرت ڪيو ويندو؟
→ ڊرم جي پرمنٽ گردش مواد کي حرڪت ۾ رکي ٿي، -- ايڪسٽروڊر کي کارائڻ دوران مختلف بلڪ کثافت وارن مواد جي ڪا به سيگريگيشن نه آهي.
f. سڪائڻ جو گرمي پد ڇا آهي؟
→ سڪائڻ جي درجه حرارت مقرر ڪرڻ جو دائرو: 25-300 ℃. PET جي طور تي، اسان صلاح ڏيون ٿا ته تقريباً 160-180 ℃ اختيار ڪيو وڃي
ز. ڇا رنگ ماسٽر بيچ تبديل ڪرڻ آسان آهي؟
→ سادو ملائيندڙ عنصرن سان گڏ ڊرم ۾ ڪو به لڪيل راند ناهي، آساني سان مواد يا رنگ ميٽر بيچ تبديل ڪري سگهجي ٿو.
ح. توهان پائوڊر سان ڪيئن ڊيل ڪندا آهيو؟
→ اسان وٽ مٽي هٽائڻ وارو آهي جيڪو IRD سان گڏجي ڪم ڪندو
I. ڏيئن جي روشنيءَ جي زندگي ڇا آهي؟
→ 5000-7000 ڪلاڪ. (ان جو مطلب اهو ناهي ته ليمپ وڌيڪ ڪم نه ڪري سگهندا، صرف پاور ايٽينيوشن
جي. پهچائڻ جو وقت ڇا آهي؟
→ جمع ڪرائڻ کان پوءِ 40 ڪم ڪندڙ ڏينهن
جيڪڏهن توهان وٽ وڌيڪ تفصيل آهن جيڪي توهان ڄاڻڻ چاهيو ٿا، مهرباني ڪري اسان کي اي ميل موڪليو:
گراهڪ فيڪٽري جي حوالي سان هلندڙ






اسان جي خدمت
اسان جي ڪارخاني ۾ بلڊ ٽيسٽ سينٽر آهي. اسان جي ٽيسٽ سينٽر ۾، اسان گراهڪ جي نموني مواد لاءِ مسلسل يا بي ترتيب تجربا ڪري سگهون ٿا. اسان جو سامان جامع آٽوميشن ۽ ماپ ٽيڪنالاجي سان ليس آهي.
- اسين ڏيکاري سگھون ٿا --- پهچائڻ/ لوڊ ڪرڻ، خشڪ ڪرڻ ۽ ڪرسٽلائيزيشن، خارج ڪرڻ.
- باقي نمي، رهائش جو وقت، توانائي جي ان پٽ ۽ مادي خاصيتن جو تعين ڪرڻ لاءِ مواد کي خشڪ ڪرڻ ۽ ڪرسٽلائيز ڪرڻ.
- اسان ننڍن بيچن لاءِ ذيلي ٺيڪيداري ڪندي ڪارڪردگي جو مظاهرو پڻ ڪري سگهون ٿا.
- توهان جي مواد ۽ پيداوار جي گهرجن مطابق، اسان توهان سان گڏ هڪ منصوبو ٺاهي سگهون ٿا.

تجربيڪار انجنيئر ٽيسٽ ڪندو. توهان جي ملازمن کي اسان جي گڏيل پيچرن ۾ حصو وٺڻ جي دل سان دعوت ڏني وئي آهي. انهي ڪري توهان وٽ فعال طور تي حصو وٺڻ جو امڪان ۽ اسان جي شين کي اصل ۾ ڪم ڪندي ڏسڻ جو موقعو آهي.





