
د PET دانه کولو کرښه




د rPET اخراج ګرانولیټینګ لاین لپاره د انفراریډ کرسټالیزیشن وچونکی
د rPET بوتل فلیکسونو د انفراریډ دمخه وچول: د PET ایکسټروډرونو کې د محصول زیاتوالی او کیفیت ښه کول

وچول د پروسس په برخه کې یوازینی مهم متغیر دی.
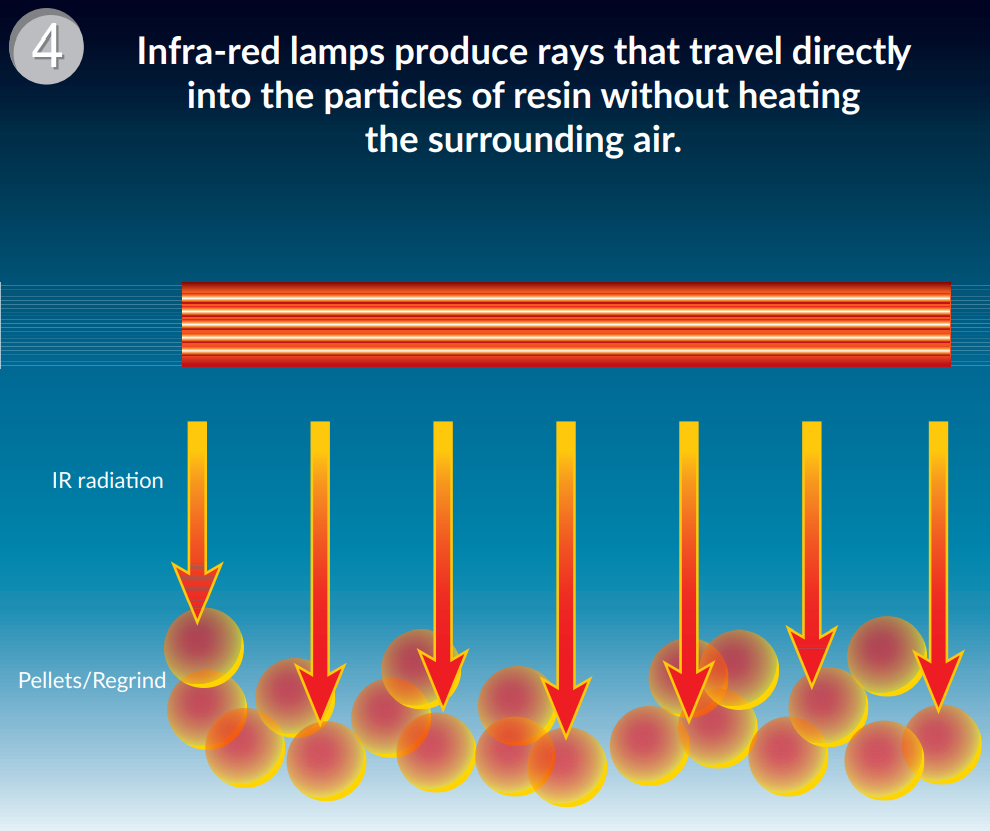
>> د انفراریډ رڼا لخوا پرمخ وړل شوي ټیکنالوژۍ له لارې د بیا کارول شوي، خوراکي درجې PET تولید او فزیکي ملکیتونو ته وده ورکول د داخلي واسکوسیټي (IV) ملکیت کې مهم رول لوبوي.
>> د فلیکسونو د کرسټال کولو دمخه او وچول د PET څخه د IV ضایع کمولو کې مرسته کوي، چې د رال د بیا کارولو لپاره یو مهم فاکتور دی.
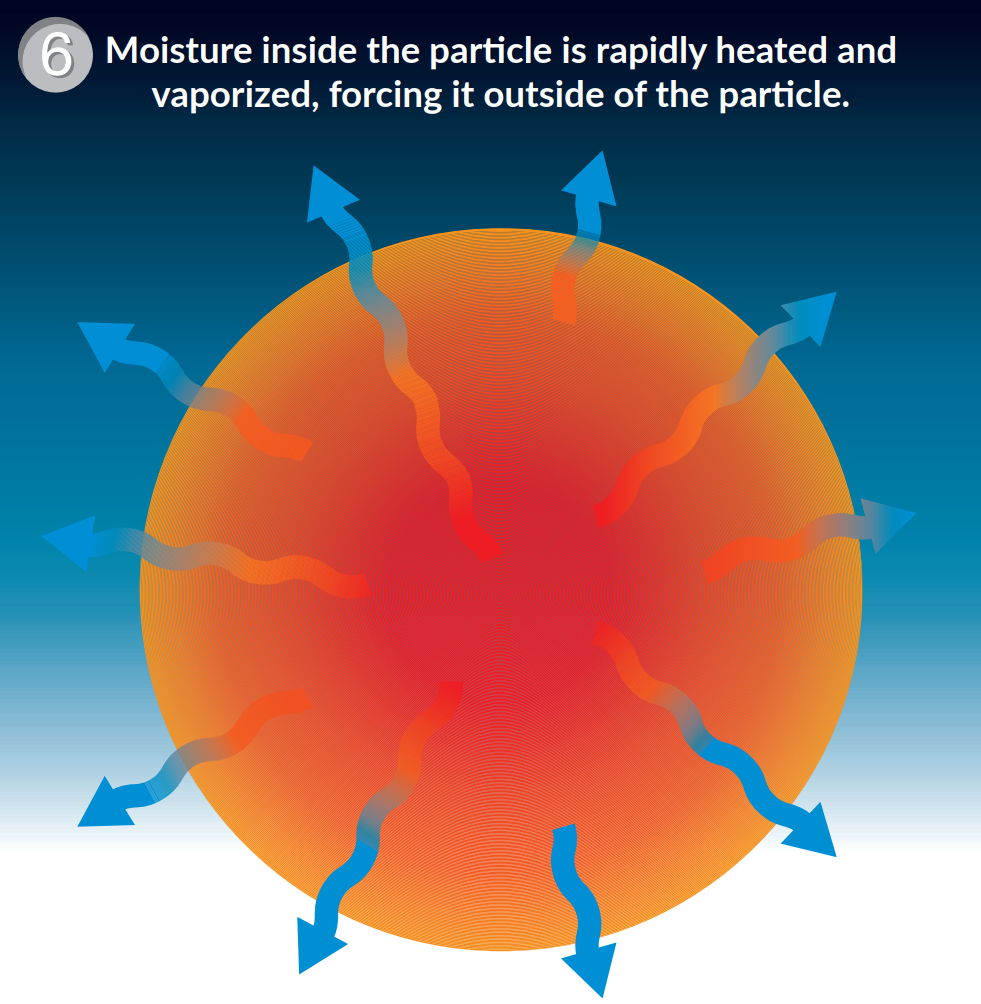
>> په ایکسټروډر کې د فلیکسونو بیا پروسس کول د اوبو د شتون له امله د هایدرولیسس له امله IV کموي، او له همدې امله زموږ د IRD سیسټم سره د یو شان وچولو کچې ته مخکې له مخکې وچول کولی شي دا کمښت محدود کړي. سربیره پردې،د PET ویلې شوي پټې ژیړ نه کیږي ځکه چې د وچولو وخت کم شوی دی(د وچولو وخت یوازې ۱۵-۲۰ دقیقې وخت نیسي، وروستۍ رطوبت یې له ۳۰ppm څخه کم وي، د انرژۍ مصرف یې له ۸۰ واټ/کیلو ګرامه/حر څخه کم وي)
>> په دې توګه په ایکسټروډر کې د ویښتو پرې کول هم کم شوي دي ځکه چې مخکې تودوخه شوي مواد په ثابت حرارت کې ایکسټروډر ته ننوځي"

>> د PET Extruder محصول ښه کول
په IRD کې د بلک کثافت له ۱۰ څخه تر ۲۰٪ پورې زیاتوالی ترلاسه کیدی شي، د ایکسټروډر داخل کې د فیډ فعالیت د پام وړ ښه کوي - پداسې حال کې چې د ایکسټروډر سرعت بدل نه پاتې کیږي، په سکرو کې د ډکولو فعالیت د پام وړ ښه شوی.

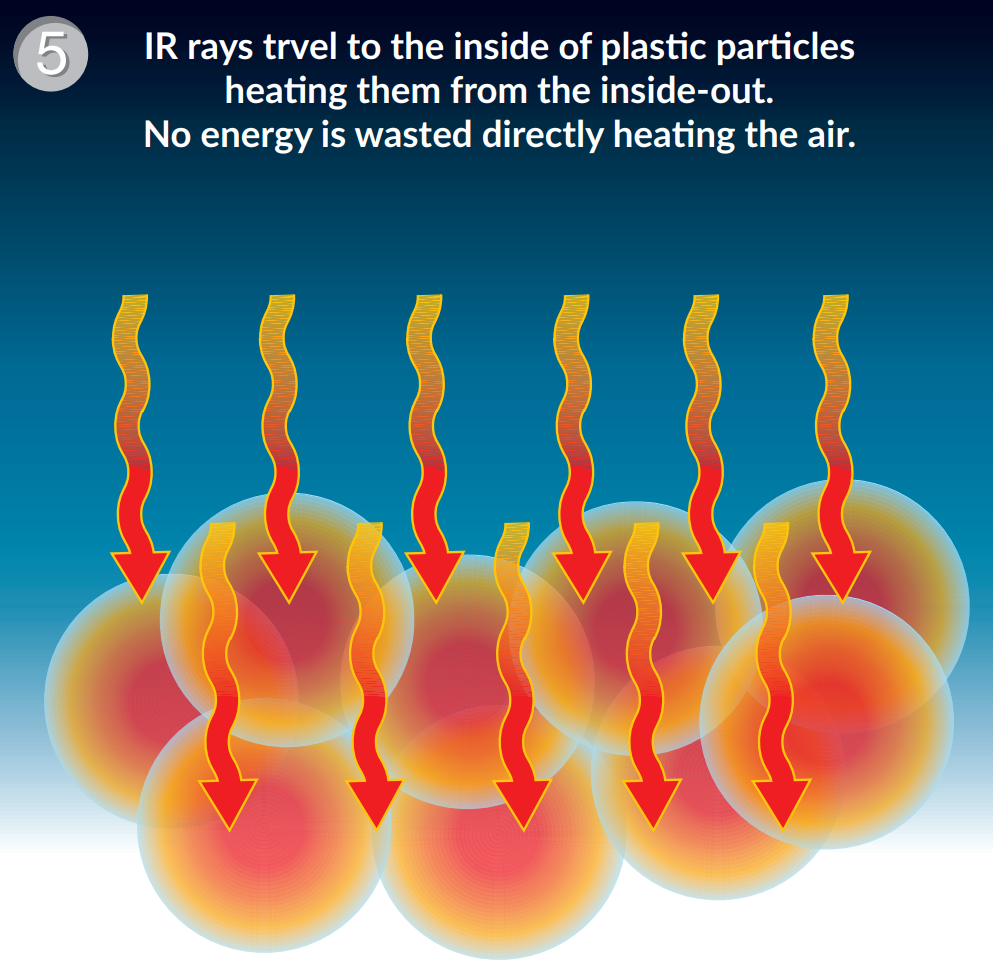
د کار اصل
ګټه چې موږ یې کوو
※د واسکاسیټي د هایدرولیټیک تخریب محدودول.
※ د هغو موادو لپاره چې د خوړو سره تماس لري د AA کچې د زیاتوالي مخه ونیسئ
※ د تولیدي کرښې ظرفیت تر ۵۰٪ پورې لوړول
※ د محصول کیفیت ښه کول او باثباته کول-- د موادو مساوي او تکرار کیدونکي رطوبت داخلول
→ د PET ګولیو د تولید لګښت کم کړئ: د دودیز وچولو سیسټم په پرتله تر 60٪ پورې کم انرژي مصرف
→ سمدستي پیل او چټک بندول --- مخکې له مخکې تودوخې ته اړتیا نشته
→ وچول او کرسټال کول به په یوه مرحله کې پروسس شي
→ د ماشین لاین د سیمنز PLC سیسټم سره د یو کلیدي حافظې فعالیت سره سمبال دی
→ د کوچني، ساده جوړښت او د چلولو او ساتنې لپاره اسانه ساحه پوښي
→ د تودوخې او وچولو خپلواک وخت ټاکل
→ د مختلفو ګڼ کثافت لرونکو محصولاتو جلا کول نشته
→ په اسانۍ سره پاکول او مواد بدلول
د پیرودونکو په فابریکه کې د ماشین چلول




پرله پسې پوښتنې
پوښتنه: وروستی رطوبت څومره دی چې تاسو یې ترلاسه کولی شئ؟ ایا تاسو د خامو موادو د لومړني رطوبت په اړه کوم محدودیت لرئ؟
الف: وروستی رطوبت چې موږ یې ≤30ppm ترلاسه کولی شو (د مثال په توګه PET واخلئ). لومړنی رطوبت 6000-15000ppm کیدی شي.
پوښتنه: موږ د PET Extrusion granulating لاین لپاره د ویکیوم ډیګاس کولو سیسټم سره دوه ګونی موازي سکرو ایسټروډینګ کاروو، ایا موږ به لاهم د پری وچونکي کارولو ته اړتیا ولرو؟
A: موږ وړاندیز کوو چې د اخراج دمخه پری وچونکی وکاروئ. معمولا دا ډول سیسټم د PET موادو لومړني رطوبت باندې سخت اړتیا لري. لکه څنګه چې موږ پوهیږو PET یو ډول مواد دی چې کولی شي د اتموسفیر څخه رطوبت جذب کړي چې د اخراج لاین به خراب کار وکړي. نو موږ وړاندیز کوو چې د اخراج سیسټم دمخه پری وچونکی وکاروئ:
>> د واسکاسیټي د هایدرولیټیک تخریب محدودول
>>د هغو موادو لپاره چې د خوړو سره تماس لري د AA کچې د زیاتوالي مخه ونیسئ
>> د تولید لاین ظرفیت تر ۵۰٪ پورې لوړول
>> د محصول کیفیت ښه کول او باثباته کول-- د موادو مساوي او تکرار وړ رطوبت داخلول
پوښتنه: ستاسو د IRD د تحویل وخت څه دی؟
ځواب: له هغه وخته چې موږ ستاسو پیسې زموږ د شرکت حساب ته ترلاسه کوو، ۴۰ کاري ورځې.
پوښتنه: ستاسو د IRD نصبولو په اړه څنګه؟
تجربه لرونکی انجینر کولی شي ستاسو په فابریکه کې ستاسو لپاره د IRD سیسټم نصبولو کې مرسته وکړي. یا موږ کولی شو د لارښود خدمت آنلاین چمتو کړو. ټول ماشین د الوتنې پلګ غوره کوي، د اتصال لپاره اسانه.
پوښتنه: د IRD لپاره څه غوښتنه کیدی شي؟
A: دا د مخکې وچولو لپاره کیدی شي
- د PET/PLA/TPE شیټ اخراج ماشین لاین
- د PET بیل تسمې جوړولو ماشین لاین
- د PET ماسټر بیچ کرسټال کول او وچول
- د PETG شیټ اخراج لاین
- د PET مونوفیلمینټ ماشین، د PET مونوفیلمینټ اخراج لاین، د جارو لپاره د PET مونوفیلمینټ
- د PLA / PET فلم جوړولو ماشین
- PBT، ABS/PC، HDPE، LCP، PC، PP، PVB، WPC، TPE، TPU، PET (د بوتلونو فلیکس، دانه، فلیکس)، د PET ماسټر بیچ، CO-PET، PBT، PEEK، PLA، PBAT، PPS او نور.
- د حرارتي پروسو لپارهد آرام اولیګومیرین او بې ثباته اجزاو لرې کول.







