
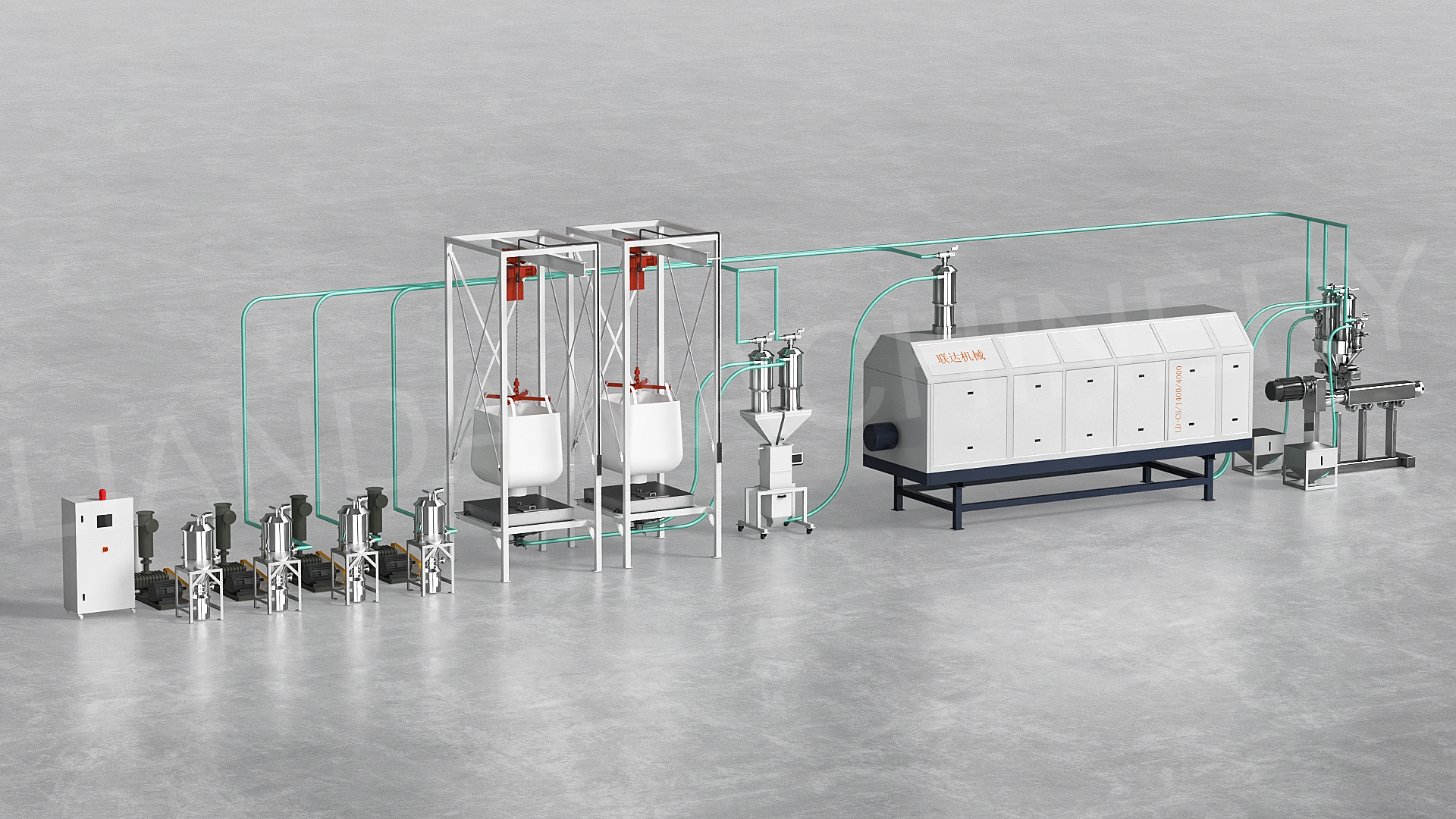
Suszarka IRD do linii produkcyjnej folii PET





Suszarka krystalizacyjna na podczerwień do produkcji arkuszy PET
Rozwiązania dla produkcji arkuszy PET --- Surowiec: płatki PET z recyklingu + żywica dziewicza
Suszenie jest najważniejszą zmienną w procesie przetwarzania.
LIANDA ściśle współpracuje z dostawcami i przetwórcami żywic, aby opracować sprzęt i procedury, które pozwolą wyeliminować problemy związane z jakością, wynikające z wilgoci, a jednocześnie pozwolą oszczędzać energię.
>>Zastosowano system suszenia obrotowego, aby zapewnić równomierne suszenie
>>Dobre mieszanie bez przywierania i zbrylania się podczas suszenia
>>Brak segregacji produktów o różnej gęstości objętościowej
Zużycie energii
Obecnie użytkownicy LIANDA IRD deklarują koszt energii na poziomie 0,08 kWh/kg, bez pogorszenia jakości produktu.
>>Całkowita przejrzystość procesu, którą umożliwia sterowanie PLC systemu IRD
>>Aby osiągnąć poziom 50 ppm, wystarczy zastosować IRD w ciągu 20 minut. Suszenie i krystalizacja w jednym kroku.
>>Szerokie zastosowanie
Jak pracować

>>W pierwszym kroku jedynym celem jest podgrzanie materiału do ustalonej temperatury.
Przyjmij stosunkowo niską prędkość obrotową bębna, moc lamp podczerwieni suszarki będzie wyższa, a żywica syntetyczna będzie się szybko nagrzewać, aż temperatura wzrośnie do zadanej wartości.
>>Etap suszenia i krystalizacji
Gdy materiał osiągnie odpowiednią temperaturę, prędkość obrotowa bębna zostanie znacznie zwiększona, aby zapobiec zbrylaniu się materiału. Jednocześnie moc promienników podczerwieni zostanie ponownie zwiększona, aby dokończyć suszenie i krystalizację. Następnie prędkość obrotowa bębna zostanie ponownie zmniejszona. Zazwyczaj proces suszenia i krystalizacji kończy się po 15-20 minutach. (Dokładny czas zależy od właściwości materiału).
>>Po zakończeniu procesu suszenia i krystalizacji, bęben IR automatycznie rozładuje materiał i napełni bęben ponownie w celu przygotowania do następnego cyklu.
Automatyczne uzupełnianie oraz wszystkie istotne parametry dla różnych nastaw temperatury są w pełni zintegrowane z najnowocześniejszym sterowaniem z ekranem dotykowym. Po znalezieniu parametrów i profili temperatury dla konkretnego materiału, ustawienia te można zapisać jako receptury w systemie sterowania.

Przewaga, którą tworzymy
※Ograniczenie hydrolitycznej degradacji lepkości.
※ Zapobiegaj wzrostowi poziomu AA w materiałach mających kontakt z żywnością
※ Zwiększenie wydajności linii produkcyjnej do 50%
※ Poprawa i ustabilizowanie jakości produktu – równa i powtarzalna zawartość wilgoci w materiale
→ Zmniejszenie kosztów produkcji folii PET: Do 60% mniejsze zużycie energii w porównaniu z konwencjonalnym systemem suszenia
→ Natychmiastowe uruchomienie i szybsze wyłączenie --- Nie ma potrzeby wstępnego nagrzewania
→ Suszenie i krystalizacja będą przeprowadzane w jednym etapie
→Aby poprawić wytrzymałość na rozciąganie arkusza PET, zwiększ wartość dodaną--- Wilgotność końcowa może wynosić ≤50 ppm po 20 minutachDry & Crystallizacja
→ Linia maszynowa wyposażona jest w system PLC firmy Siemens z funkcją pamięci jednoprzyciskowej
→ Obejmuje obszar o małej, prostej konstrukcji, łatwy w obsłudze i konserwacji
→ Niezależny zestaw temperatury i czasu suszenia
→ Brak segregacji produktów o różnej gęstości objętościowej
→ Łatwe czyszczenie i wymiana materiału
Maszyna pracuje w fabryce klienta




Często zadawane pytania
P: Jaka jest ostateczna wilgotność, jaką można uzyskać? Czy istnieją jakieś ograniczenia co do początkowej wilgotności surowca?
A: Końcowa wilgotność może wynosić ≤30 ppm (weźmy na przykład PET). Początkowa wilgotność może wynosić 6000–15000 ppm.
P: Do wytłaczania arkuszy PET używamy podwójnej równoległej wytłaczarki ślimakowej z systemem odgazowywania próżniowego. Czy nadal musimy używać wstępnego suszenia?
A: Sugerujemy użycie suszarki wstępnej przed ekstruzją. Zazwyczaj takie systemy mają rygorystyczne wymagania dotyczące początkowej wilgotności materiału PET. Jak wiadomo, PET jest materiałem, który może absorbować wilgoć z atmosfery, co może powodować nieprawidłowe działanie linii ekstruzyjnej. Dlatego zalecamy użycie suszarki wstępnej przed ekstruzją:
>>Ograniczenie hydrolitycznej degradacji lepkości
>>Zapobiegaj wzrostowi poziomu AA w materiałach mających kontakt z żywnością
>>Zwiększenie wydajności linii produkcyjnej do 50%
>>Poprawa i ustabilizowanie jakości produktu – jednakowa i powtarzalna zawartość wilgoci w materiale
P: Zamierzamy użyć nowego materiału, ale nie mamy doświadczenia w suszeniu takiego materiału. Czy możesz nam pomóc?
A: Nasza fabryka posiada Centrum Testowe. W naszym Centrum Testowym możemy przeprowadzać eksperymenty ciągłe lub przerywane na próbkach klienta. Nasz sprzęt jest wyposażony w kompleksową automatyzację i technologię pomiarową.
Możemy zademonstrować --- transport/załadunek, suszenie i krystalizację, rozładunek.
Suszenie i krystalizacja materiału w celu określenia wilgotności resztkowej, czasu przebywania, zużycia energii i właściwości materiału.
Możemy również wykazać się wysoką wydajnością poprzez zlecanie podwykonawcom mniejszych partii.
Razem z Tobą możemy opracować plan uwzględniający Twoje wymagania materiałowe i produkcyjne.
Doświadczony inżynier przeprowadzi test. Serdecznie zapraszamy Państwa pracowników do udziału we wspólnych testach. Dzięki temu będą Państwo mieli możliwość aktywnego udziału i zobaczenia naszych produktów w działaniu.
P: Jaki jest czas dostarczenia Twojego IRD?
A: 40 dni roboczych od momentu zaksięgowania wpłaty na naszym firmowym koncie.
P: Jak wygląda instalacja IRD?
Doświadczony inżynier pomoże Ci zainstalować system IRD w Twojej fabryce. Możemy również zapewnić usługę doradztwa online. Cała maszyna jest wyposażona w wtyczkę lotniczą, co ułatwia podłączenie.
P: O jaki dokument IRD można się ubiegać?
A: Można go wstępnie wysuszyć
- Linia do wytłaczania arkuszy PET/PLA/TPE
- Linia do produkcji taśmy PET Bale
- Krystalizacja i suszenie koncentratu PET
- Linia do wytłaczania arkuszy PETG
- Maszyna do produkcji monofilamentu PET, linia do wytłaczania monofilamentu PET, monofilament PET do mioteł
- Maszyna do produkcji folii PLA/PET
- PBT, ABS/PC, HDPE, LCP, PC, PP, PVB, WPC, TPE, TPU, PET (płatki butelkowe, granulki, płatki), koncentrat PET, CO-PET, PBT, PEEK, PLA, PBAT, PPS itp.
- Procesy termiczne dlausunięcie reszt oligomerów i składników lotnych.
Powiązane produkty
-

Plastikowy osuszacz powietrza
-

Suszarka kryształowa na podczerwień Granulacja PET
-

Suszarka krystalizacyjna na podczerwień do produkcji preform PET
-

Suszarka PETG
-

Suszarka krystalizująca PLA
-

Linia do termoformowania i wytłaczania arkuszy PLA PET
-

Linia produkcyjna pasków PET z tworzywa sztucznego
-

Suszarka do żywicy plastikowej