
ინფრაწითელი მბრუნავი საშრობი PET ბოჭკოს დასამზადებლად





პროდუქტის დეტალები

მასალიდან არეკლილი და შეღწევადი ინფრაწითელი სხივები გავლენას არ ახდენს მასალის ორგანიზებაზე, თუმცა შთანთქმული ქსოვილი მოლეკულური აგზნების გამო სითბურ ენერგიად გარდაიქმნება, რაც იწვევს მასალის ტემპერატურის სწრაფ მატებას.
სითბო გულამდემოკლეტალღოვანი ინფრაწითელი სინათლის საშუალებით მასალა პირდაპირ შიგნიდან თბება.
შიგნიდან გარედანბირთვში არსებული ენერგია ათბობს მასალას
შიგნიდან გარეთ, ამიტომ ტენიანობა მასალის შიგნიდან გარედან გადადის.
ტენიანობის აორთქლება.საშრობში დამატებითი ჰაერის ცირკულაცია მასალისგან აორთქლებულ ტენიანობას აშორებს.
შემთხვევის შესწავლა
| მომხმარებლის მოთხოვნა | ||
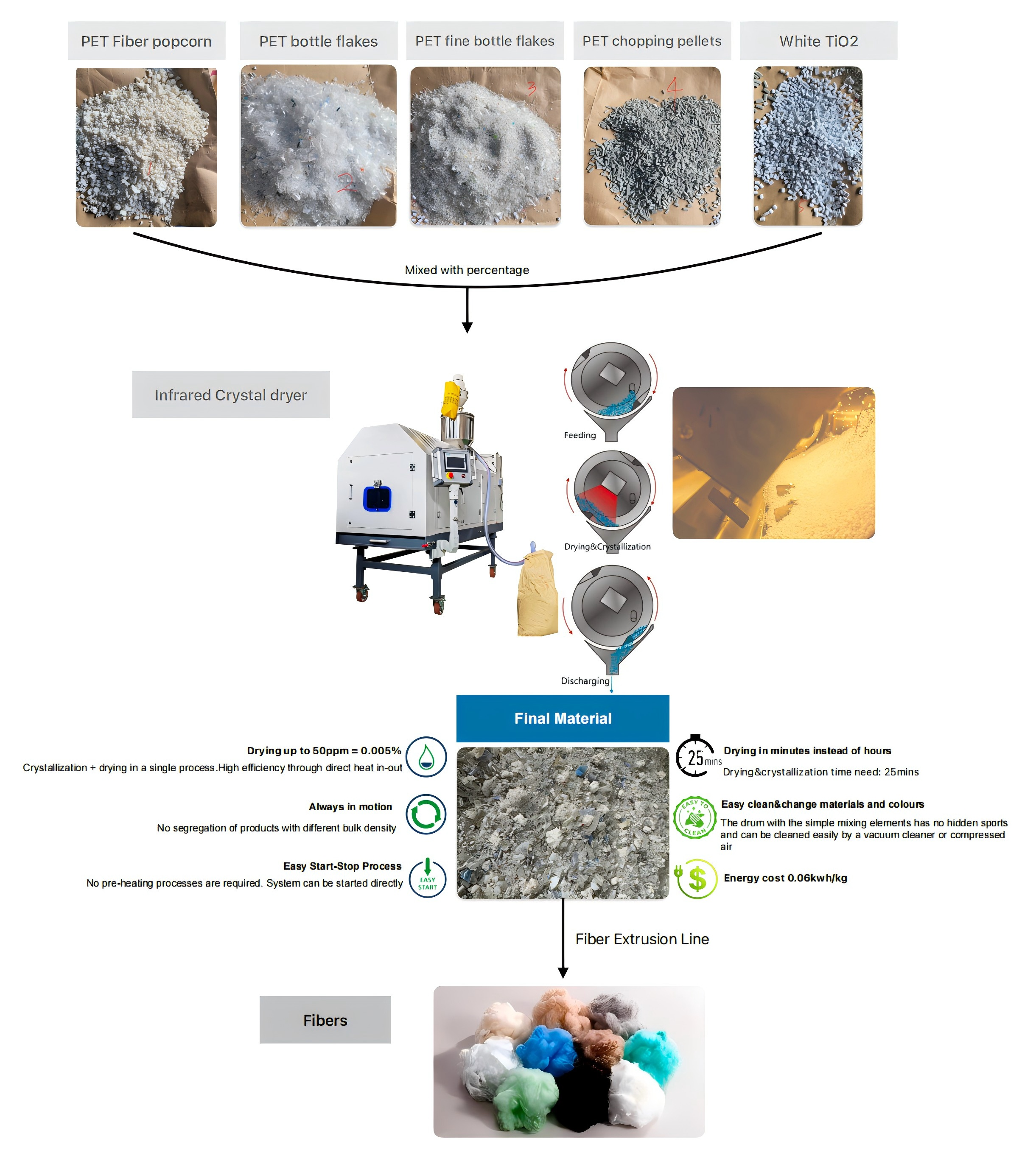
| ნედლეული rPET მასალის შერევის თანაფარდობა ჩვენი მომხმარებლებისგან ეს ტიპიური რაციონია, მაგრამ დროდადრო შეიძლება შეიცვალოს |
| |
| საწყისი დამატენიანებელი შეიცავს | დაახლოებით 1.65%-2% (16500ppm~20000ppm) | |
| საბოლოო ტენიანობის მოთხოვნა | <0.01% (100ppm) | |
| გამომავალი | 3000 კგ/სთ | |
ნედლეულის მიმოხილვა | ||
| LIANDA-ს წინადადება | ||
| მანქანის მოდელი | LDHW1800×2000 ინფრაწითელი მბრუნავი საშრობი (ჯგუფური დამუშავება) | |
| გამომავალი | 3000 კგ/სთ | |
| გაშრობის ტემპერატურა | 180-200℃ | |
| გაშრობის დრო | 30 წთ | |
| საბოლოო ტენიანობა | 70ppm | |
| გათბობის სიმძლავრე | 550 კვტ | |
| პრაქტიკული ენერგომოხმარება | 357 კვტ | |
ნაჩვენებია დამუშავება
უპირატესობა იმას, რასაც ჩვენ ვაკეთებთ დამუშავების პროცესში
① მყისიერი ჩართვა და სწრაფი გამორთვა
→ შესაძლებელია წარმოების დაუყოვნებლივ დაწყება. დანადგარის დათბობის ფაზა საჭირო არ არის
→ დამუშავების დაწყება, შეჩერება და ხელახლა დაწყება მარტივად შეიძლება
② ყოველთვის მოძრაობაში
→ სხვადასხვა მოცულობითი სიმკვრივის მქონე პროდუქტების სეგრეგაცია არ ხდება
→ ბარაბნის მუდმივი ბრუნვა ინარჩუნებს მასალის მოძრაობას და შეკუმშვის თავიდან აცილება შესაძლებელია
③ გაშრობა წუთებში საათების ნაცვლად (გაშრობისა და კრისტალიზაციის დრო: 25 წუთი)
→ ინფრაწითელი სხივები იწვევდა მოლეკულურ თერმულ რხევებს, რომლებიც პირდაპირ მოქმედებდნენ ნაწილაკების ბირთვზე შიგნიდან გარეთ, რის შედეგადაც ნაწილაკებში არსებული ტენიანობა სწრაფად თბებოდა და აორთქლდებოდა ცირკულირებად გარემო ჰაერში, ამავდროულად კი ტენიანობა გამოიდევნებოდა.
④ PET ექსტრუდერის გამომავალი პროდუქტის გაუმჯობესება
→ IRD სისტემაში შესაძლებელია მოცულობითი სიმკვრივის 10-20%-ით გაზრდა, რაც მნიშვნელოვნად აუმჯობესებს ექსტრუდერის შესასვლელში მიწოდების სიმტკიცეს, ექსტრუდერის სიჩქარის უცვლელობისას, ხრახნზე მნიშვნელოვნად გაუმჯობესებული შევსების მახასიათებლებით.
⑤ მასალებისა და ფერების მარტივად გაწმენდა და შეცვლა
→ მარტივი შემრევი ელემენტების მქონე ბარაბანს არ აქვს ფარული სპორტული ღილაკები და მისი გაწმენდა მარტივად შეიძლება მტვერსასრუტით ან შეკუმშული ჰაერით.
⑥ ენერგიის ღირებულება 0.06 კვტ/სთ/კგ
→ მოკლე დაყოვნების დრო = მაღალი პროცესის მოქნილობა
→ ენერგიის ინდივიდუალურად რეგულირებადი --- თითოეული ნათურის მართვა შესაძლებელია PLC პროგრამით
ხშირად დასმული კითხვები
ა. რა არის ნედლეულის საწყისი ტენიანობის ლიმიტი?
→ საწყისი ტენიანობის ზუსტი შეზღუდვა არ არსებობს, 2%, 4% ორივე მისაღებია
ბ. რა არის საბოლოო ტენიანობის მიღება გაშრობის შემდეგ?
→ ≦30ppm
გ. რა დროა საჭირო გაშრობისა და კრისტალიზაციისთვის?
→ 25-30 წთ. გაშრობა და კრისტალიზაცია ერთ ეტაპად დასრულდება
დ. რა არის გათბობის წყარო? დაბალი ნამის წერტილის მქონე მშრალი ჰაერი?
→ გათბობის წყაროდ ჩვენ ვიყენებთ ინფრაწითელ ნათურებს (ინფრაწითელ ტალღას). მოკლეტალღოვანი ინფრაწითელი სინათლის საშუალებით მასალა თბება პირდაპირ შიგნიდან გარეთ. ბირთვში არსებული ენერგია ათბობს მასალას შიგნიდან გარეთ, ამიტომ ტენიანობა მასალის შიგნიდან გარეთ გადადის.
ე. გაშრობის პროცესის უზრუნველსაყოფად, სხვადასხვა სიმკვრივის მასალა ფენებად დაიყოფა?
→ ბარაბნის მუდმივი ბრუნვა ინარჩუნებს მასალის მოძრაობას, -- ექსტრუდერში მიწოდებისას სხვადასხვა მოცულობითი სიმკვრივის მქონე მასალები არ არის გამოყოფილი
ვ. რა არის გაშრობის ტემპერატურა?
→ გაშრობის ტემპერატურის დიაპაზონი: 25-300℃. PET-ისთვის, ჩვენ გირჩევთ გამოიყენოთ დაახლოებით 160-180℃
ზ. ადვილია მასტერბეტის ფერის შეცვლა?
→ მარტივი შერევის ელემენტებით დამაგრებულ ბარაბანს არ აქვს ფარული სპორტული ფუნქცია, ადვილად იცვლება მასალის ან ფერის მასალა
ჰ. როგორ უმკლავდებით ფხვნილს?
→ ჩვენ გვაქვს მტვრის მოსაშორებელი, რომელიც IRD-თან ერთად იმუშავებს
I. რა არის ნათურების მუშაობის ვადა?
→ 5000-7000 საათი. (ეს არ ნიშნავს, რომ ნათურები აღარ იმუშავებენ, მხოლოდ სიმძლავრის შემცირებას ნიშნავს)
ჯ. რა არის მიწოდების დრო?
→ დეპოზიტის მიღებიდან 40 სამუშაო დღე
თუ გაქვთ დამატებითი დეტალები, რომელთა ცოდნაც გსურთ, გთხოვთ, გამოგვიგზავნოთ ელ.ფოსტა:
მომხმარებლის ქარხნულ მითითებაში გაშვება






ჩვენი სერვისი
ჩვენს ქარხანას აქვს აშენებული სატესტო ცენტრი. ჩვენს სატესტო ცენტრში შეგვიძლია ჩავატაროთ უწყვეტი ან წყვეტილი ექსპერიმენტები მომხმარებლის ნიმუშის მასალისთვის. ჩვენი აღჭურვილობა აღჭურვილია ყოვლისმომცველი ავტომატიზაციისა და გაზომვის ტექნოლოგიებით.
- ჩვენ შეგვიძლია ვაჩვენოთ --- ტრანსპორტირება/ჩატვირთვა, გაშრობა და კრისტალიზაცია, გადმოტვირთვა.
- მასალის გაშრობა და კრისტალიზაცია ნარჩენი ტენიანობის, ყოფნის დროის, ენერგიის შეყვანისა და მასალის თვისებების დასადგენად.
- ასევე შეგვიძლია შესრულების დემონსტრირება მცირე პარტიებისთვის სუბკონტრაქტებით.
- თქვენი მასალისა და წარმოების მოთხოვნების შესაბამისად, ჩვენ შეგვიძლია თქვენთან ერთად შევიმუშაოთ გეგმა.

გამოცდილი ინჟინერი ჩაატარებს ტესტირებას. თქვენი თანამშრომლები გულითადად მოწვეულნი არიან მონაწილეობა მიიღონ ჩვენს ერთობლივ ტურებში. ამგვარად, თქვენ გაქვთ როგორც აქტიური წვლილის შეტანის, ასევე ჩვენი პროდუქციის ექსპლუატაციაში ნახვის შესაძლებლობა.





