
ფირის დატკეპნისა და გრანულაციის ხაზი







ერთსაფეხურიანი ტექნოლოგია PP რაფიის, ნაქსოვი და PE/PP ფირის ნარჩენებისთვის
LIANDA MACHINERY-ის მიერ შექმნილი ფირის გადამუშავების გრანულატორი იყენებს დაქუცმაცების, ცხელი დნობის ექსტრუზიის, გრანულაციისა და გაშრობის წარმოების რეჟიმს, რაც წყვეტს პრობლემას:
■ ხელით კვების რისკი
■ იძულებითი კვების ტევადობა მცირეა
■ დამსხვრევისა და ექსტრუზიის გაყოფილი ოპერაციის ხელით მოხმარება დიდია
■ ძაფების ნაწილაკების ზომა ერთგვაროვანი არ არის და ძაფები ადვილად ტყდება
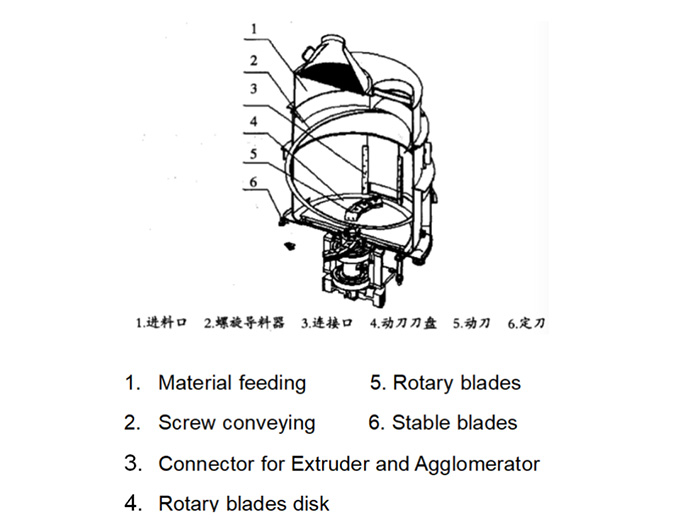
ფირის გრანულაციის მოწყობილობა იყენებს დატკეპნისა და დამსხვრევის მეთოდს. მას შემდეგ, რაც მასალა მიეწოდება კომპაქტორს, ის დაიმსხვრევა ქვედა საჭრელი თავით და საჭრელი თავის მაღალსიჩქარიანი ჭრით წარმოქმნილი ხახუნი წარმოქმნის სითბოს, რის შედეგადაც მასალა თბება და იკუმშება მასალის მოცულობითი სიმკვრივის და მიწოდების რაოდენობის გაზრდის მიზნით. ამ პროცესის მეთოდს დიდი წვლილი შეაქვს წარმოების მოცულობის გაზრდაში.


მანქანის სპეციფიკაციები
| მანქანის სახელი | ფირის დატკეპნისა და გრანულაციის ხაზი |
| საბოლოო პროდუქტი | პლასტმასის გრანულები/გრანულები |
| წარმოების ხაზის კომპონენტები | კონვეიერის ლენტი, საჭრელი კომპაქტორის კასრი, ექსტრუდერი, გრანულების დამზადების ბლოკი, წყლის გაგრილების ბლოკი, საშრობი ბლოკი, სილოს ავზი |
| განაცხადის მასალა | HDPE, LDPE, LLDPE, PP, BOPP, CPP, OPP, PA, PC, PS, PU, EPS |
| კვება | კონვეიერის ლენტი (სტანდარტული), Nip რულონის მიმწოდებელი (არასავალდებულო) |
| ხრახნის დიამეტრი | 65-180 მმ |
| ხრახნი L/D | 30/1; 32/1;34/1;36/1 |
| გამომავალი დიაპაზონი | 100-1200 კგ/სთ |
| ხრახნის მასალა | 38CrMoAlA |
| დეგაზაცია | ერთჯერადი ან ორმაგი ვენტილაციის მქონე დეგაზაცია, ვენტილაციის გარეშე არაბეჭდური ფირისთვის (მორგებული) ორსაფეხურიანი ტიპი (დედა-ბავშვის ექსტრუდერი) კიდევ უფრო უკეთესი დეგაზაციისთვის |
| ჭრის ტიპი | წყლის რგოლისებრი შტამპის ზედაპირის ჭრა ან ძაფისებრი შტამპი |
| ეკრანის შემცვლელი | ორმაგი სამუშაო პოზიციის ჰიდრავლიკური ეკრანის შემცვლელი უწყვეტად ან მორგებული |
| გაგრილების ტიპი | წყლით გაგრილებადი |
ნაჩვენებია მანქანის დეტალები

>> ფირის კომპაქტორი/აგლომერატორი მოჭრის ფირს და დატკეპნის მას მაღალი სიჩქარით ხახუნის გზით
>> ფირის დატკეპნა/აგლომერატორი შექმნილია დაკვირვების ფანჯრით, რათა მომხმარებლებს გაუადვილოს პირების გახსნა, გაწმენდა და შეცვლა
>> მასალის კომპაქტორში მოხვედრის შემდეგ, ის იმსხვრევა და იკუმშება, ხოლო მაღალსიჩქარიანი მბრუნავი კომპაქტორი მასალას ნაკადის გასწვრივ ერთხრახნიან ექსტრუდერში აგდებს. კომპაქტორში შეიძლება შეიქმნას უფრო მაღალი ტემპერატურა, რაც პლასტმასს გრანულებად აკუპუნებს და


>>წყლის რგოლისებრი პელეტიზაცია, პელეტიზაციის სიჩქარე კონტროლდება ინვერტორით, მათ შორის ცხელი საჭრელი მატრასით, გადამრთველი კონუსით, წყლის რგოლის საფარით, დანის დამჭერით, დანის დისკით, დანის ზოლით და ა.შ.
>>უწყვეტი ჰიდრავლიკური ეკრანის შემცვლელი, კრისტალის თავზე არის წნევის სენსორი ეკრანის შეცვლის მოთხოვნისთვის, ეკრანის შესაცვლელად გაჩერება საჭირო არ არის და ეკრანი სწრაფად იცვლება.
>> გრანულები პირდაპირ წყლის რგოლისებრ შტამპზე დაიჭრება და წყლით გაგრილების შემდეგ გრანულები ვერტიკალური წყლის გამშრალების აპარატში გადავა, ძაფების გაწყვეტის პრობლემა აღარ წარმოიქმნება;

საკონტროლო სისტემა
■ მიწოდება: ქამრის კონვეიერის მუშაობა ან გამორთვა დამოკიდებულია ფირის კომპაქტორის/აგლომერატორის ელექტროენერგიაზე. ქამრის კონვეიერი შეწყვეტს მიწოდებას, სანამ ფირის კომპაქტორის/აგლომერატორის ელექტრული დენი გადააჭარბებს დადგენილ მნიშვნელობას.
■ ფირის კომპაქტორის/აგლომერატორის ტემპერატურა: მასალის ხახუნით წარმოქმნილი ტემპერატურა უნდა უზრუნველყოფდეს მასალის გათბობას, დახვევას, შეკუმშვას და ექსტრუდერში შეუფერხებლად შესვლას და გარკვეულ გავლენას ახდენს კომპაქტორის ძრავის ბრუნვის სიჩქარეზე.
■ ხრახნიანი ექსტრუდერის სიჩქარის რეგულირება შესაძლებელია (მიწოდებული მასალის ციტირების მიხედვით)
■ გრანულების დამზადების სიჩქარე შეიძლება იყოს რეგულირებადი (მასალის გამომავალი და ზომის მიხედვით)






