
PET造粒ライン




rPET押出造粒ライン用赤外線結晶化乾燥機
rPETボトルフレークの赤外線前乾燥:PET押出機の生産量増加と品質向上

乾燥は加工において最も重要な変数である。.
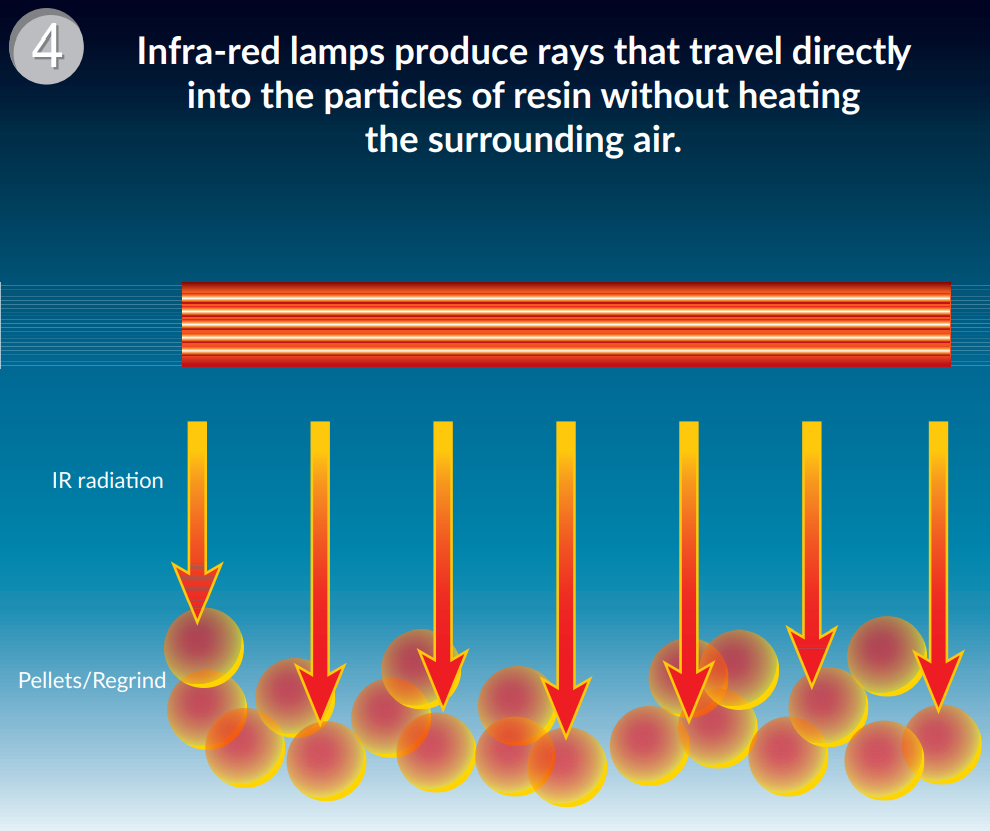
>>赤外線を利用した技術によるリサイクル食品グレードPETの製造と物理的特性の改善は、固有粘度(IV)特性において重要な役割を果たします。
>>押出前のフレークの予備結晶化と乾燥により、PETからのIVの損失を最小限に抑えることができ、樹脂の再利用に重要な要素となります。
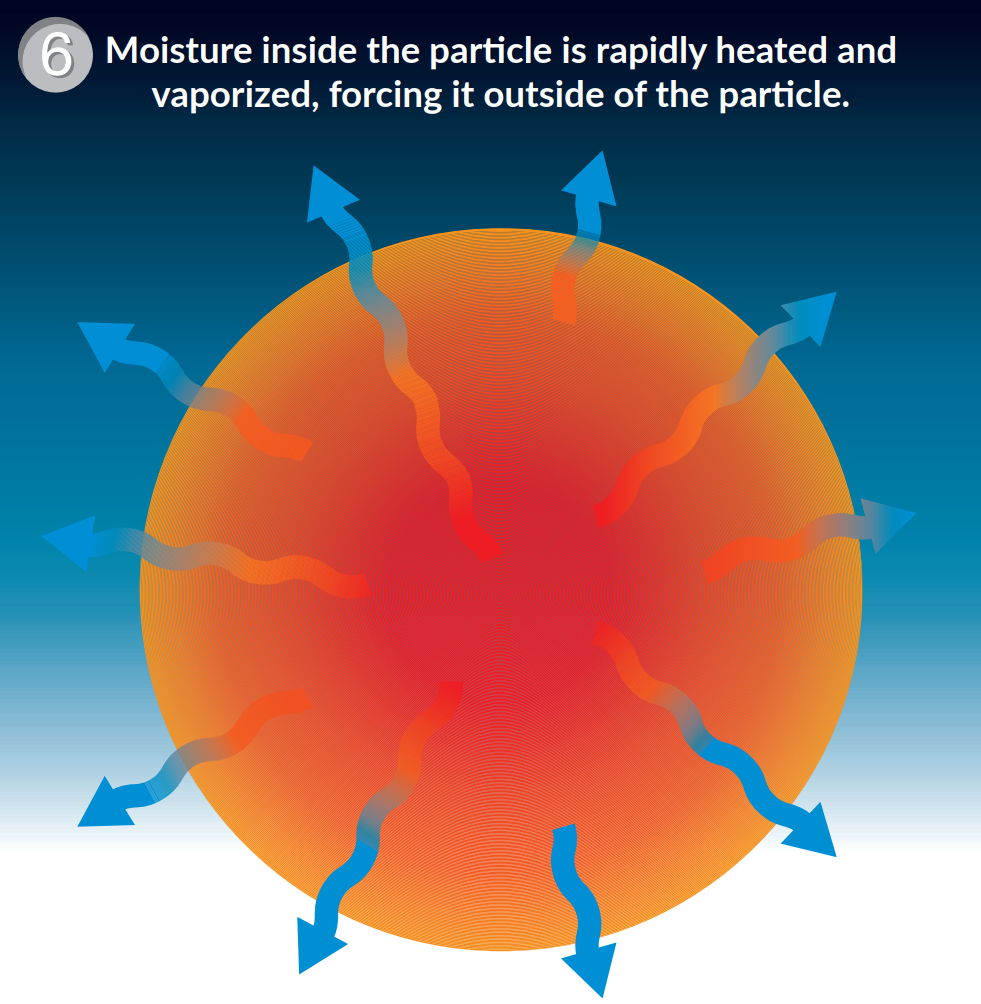
>>フレークを押出機で再処理すると、水分の存在下で加水分解が起こりIVが低下します。そのため、当社のIRDシステムを用いて均一な乾燥レベルまで前乾燥することで、この低下を抑えることができます。さらに、乾燥時間が短縮されるためPET溶融ストリップは黄ばまない(乾燥時間はわずか15〜20分、最終水分は30ppm以下、エネルギー消費量は80W/KG/H未満)
>>予熱された材料が一定の温度で押出機に入るため、押出機内でのせん断も減少します。

>>PET押出機の出力向上
IRD では嵩密度が 10 ~ 20 % 増加し、押出機入口での供給性能が大幅に向上します。押出機の速度は変わらないまま、スクリューの充填性能が大幅に向上します。

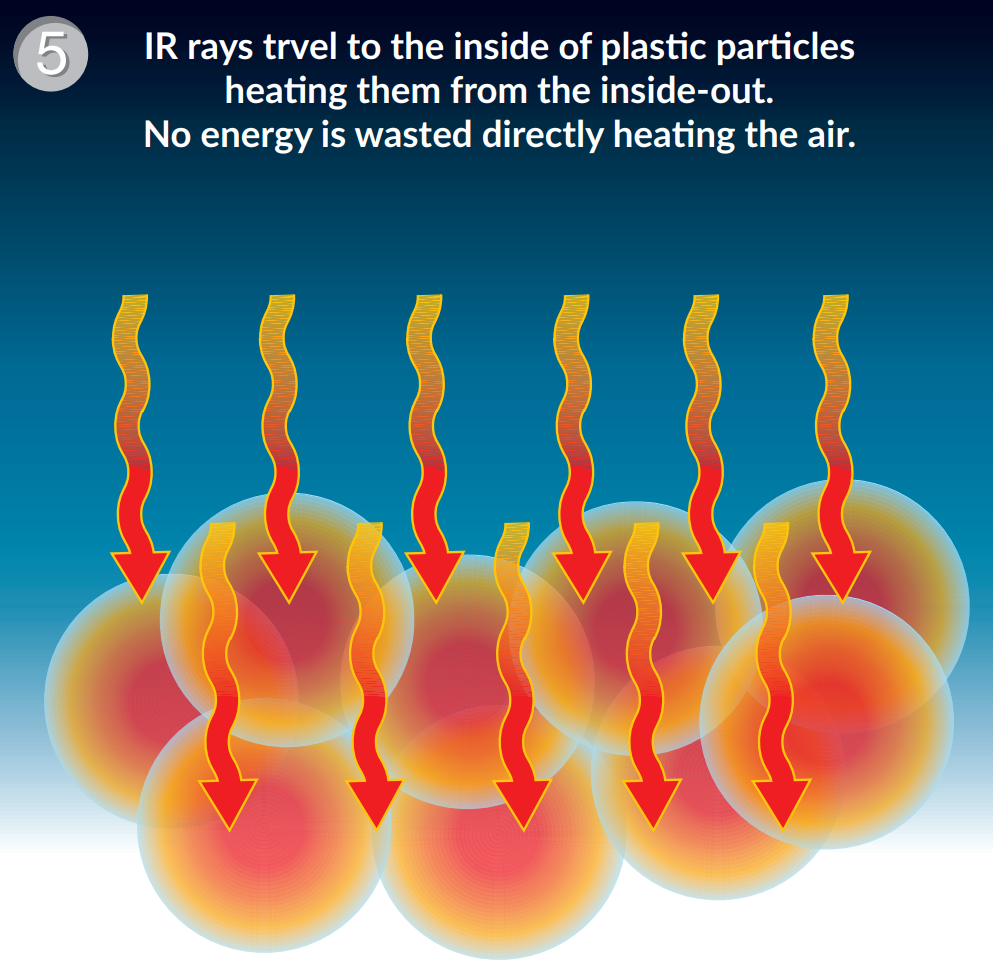
動作原理
私たちが生み出す利点
※粘度の加水分解による劣化を制限します。
※ 食品接触材料のAAレベルの増加を防ぐ
※ 生産ラインの能力を最大50%増加
※ 製品品質の改善と安定化 - 材料の水分含有量を均一かつ再現可能にする
→ PETペレットの製造コストを削減:従来の乾燥システムに比べて最大60%のエネルギー消費量を削減
→ 瞬時に起動し、より速くシャットダウン --- 予熱は不要
→ 乾燥と結晶化を1つのステップで処理します
→ 機械ラインには、ワンキーメモリ機能を備えたシーメンスPLCシステムが装備されています
→ 小型でシンプルな構造のため、操作やメンテナンスが容易です。
→ 温度と乾燥時間を個別に設定可能
→ 嵩密度の異なる製品の分離なし
→ お手入れや素材の交換が簡単
お客様の工場で稼働中の機械




よくある質問
Q: 最終的な水分量はどれくらいですか?原料の初期水分量に制限はありますか?
A: 最終的な水分値は30ppm以下(PETを例に挙げます)です。初期水分値は6000~15000ppmです。
Q: PET 押出造粒ラインには真空脱ガスシステムを備えた二重平行スクリュー押出を使用していますが、それでもプレドライヤーを使用する必要がありますか?
A: 押出成形前にプレドライヤーのご使用をお勧めします。通常、このようなシステムではPET材料の初期水分量に厳しい要件があります。PETは大気中の水分を吸収しやすい素材であり、押出成形ラインの動作に悪影響を与える可能性があります。そのため、押出成形システムの前にプレドライヤーのご使用をお勧めします。
>>粘度の加水分解による劣化の抑制
>>食品接触材料のAAレベルの増加を防ぐ
>>生産ラインの能力を最大50%増加
>>製品品質の改善と安定化 - 材料の水分含有量を均一かつ再現可能にする
Q: IRD の配達時間はどれくらいですか?
A: 弊社の口座にご入金いただいてから 40 営業日です。
Q: IRD のインストールはどうですか?
経験豊富なエンジニアが、お客様の工場へのIRDシステムの設置をお手伝いいたします。また、オンラインでガイドサービスも提供可能です。機械全体に航空プラグを採用しているため、接続が簡単です。
Q: IRD は何に申請できますか?
A: プレドライヤーとして使用できます
- PET/PLA/TPEシート押出機ライン
- PETベールストラップ製造機ライン
- PETマスターバッチの結晶化と乾燥
- PETGシート押出ライン
- PETモノフィラメントマシン、PETモノフィラメント押出ライン、ほうき用PETモノフィラメント
- PLA /PETフィルム製造機
- PBT、ABS/PC、HDPE、LCP、PC、PP、PVB、WPC、TPE、TPU、PET (ボトルフレーク、顆粒、フレーク)、PET マスターバッチ、CO-PET、PBT、PEEK、PLA、PBAT、PPS など。
- 熱処理プロセス残留オリゴメレンおよび揮発性成分の除去。







