
PET granuleringslína




Innrauður kristöllunarþurrkari fyrir rPET útdráttarkornunarlínu
Innrauð forþurrkun á rPET flöskuflögum: Aukin afköst og bætt gæði á PET extruders

Þurrkun er mikilvægasta breytan í vinnslunni.
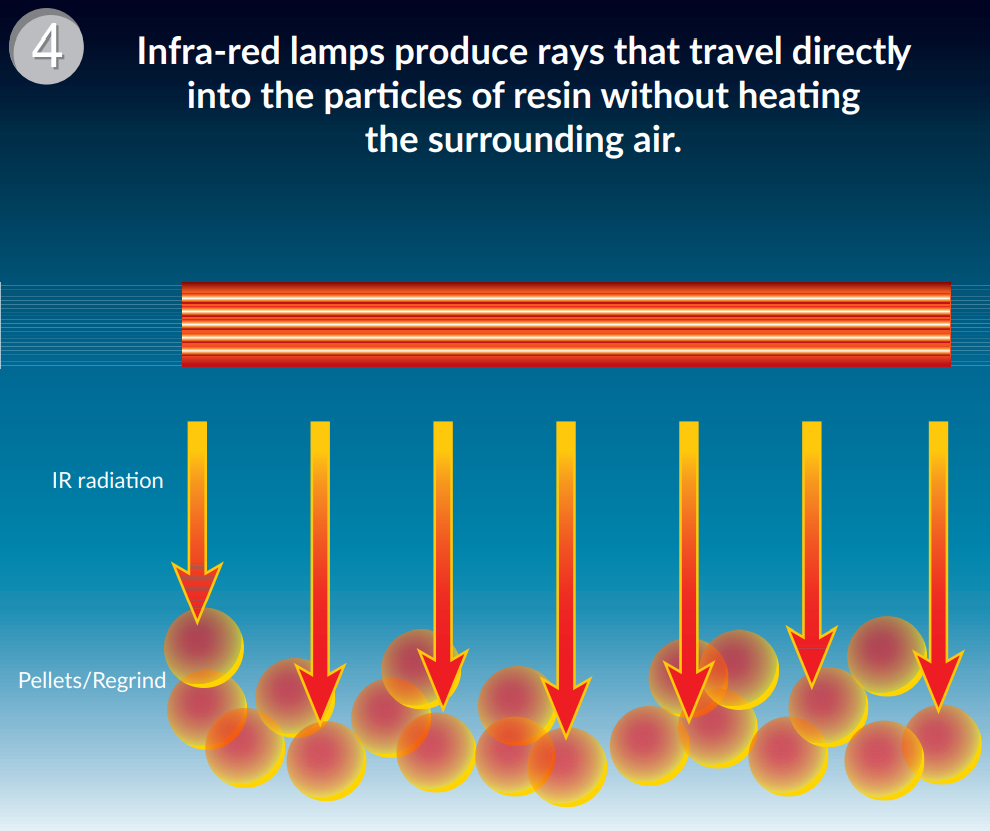
>>Að bæta framleiðslu- og eðliseiginleika endurunnins, matvælahæfs PET með tækni sem knúin er af innrauðu ljósi gegnir lykilhlutverki í eiginleikum seigju (IV)
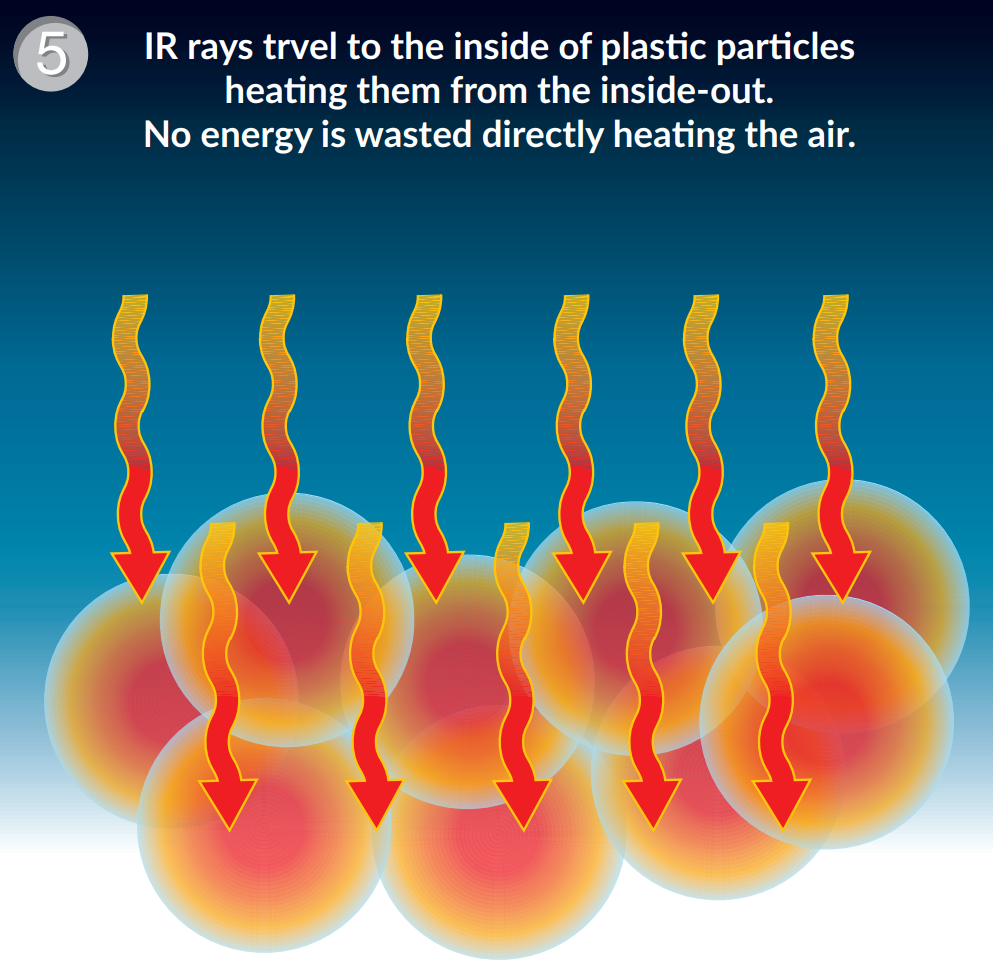
>>Forkristöllun og þurrkun flagnanna fyrir útpressun hjálpar til við að lágmarka tap á IV úr PET, sem er mikilvægur þáttur í endurnotkun plastefnisins.
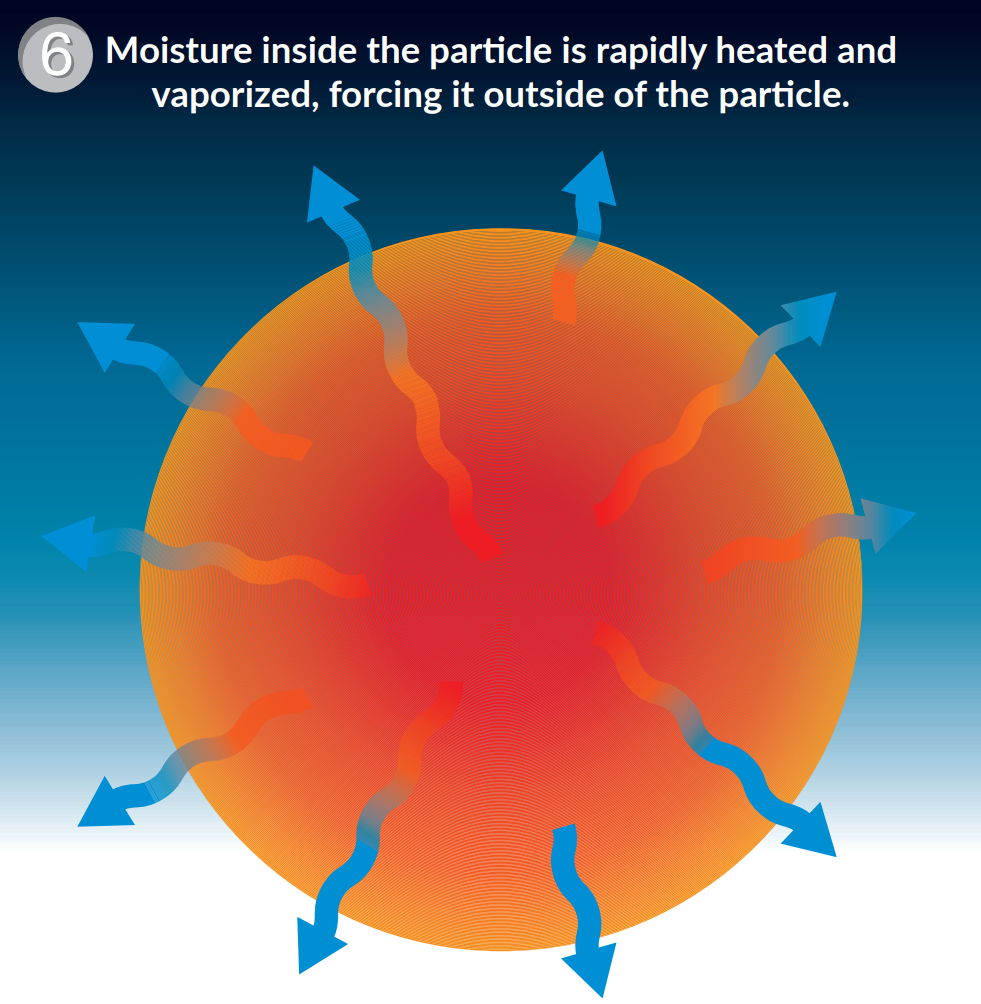
>>Endurvinnsla flöganna í útpressunarvélinni dregur úr IV vegna vatnsrofs í nærveru vatns, og þess vegna getur forþurrkun niður í einsleitt þurrkunarstig með IRD kerfinu okkar takmarkað þessa minnkun. Að auki,PET-bræðingarræmurnar gulna ekki vegna þess að þurrkunartíminn styttist(Þurrktími þarf aðeins 15-20 mínútur, loka rakastig getur verið ≤ 30 ppm, orkunotkun minni en 80W/kg/klst.)
>>Þar með minnkar einnig skerðing í extrudernum vegna þess að forhitaða efnið fer inn í extruderinn við stöðugt hitastig.

>> Að bæta framleiðslu PET extruder
Hægt er að ná fram 10 til 20% aukningu á rúmmálsþéttleika í IRD, sem bætir verulega fóðrunarafköstin við inntak extrudersins – á meðan extruderhraðinn helst óbreyttur batnar fyllingarafköstin á skrúfunni verulega.

Vinnuregla
Kostir sem við njótum
※Að takmarka vatnsroflega niðurbrot seigjunnar.
※ Komið í veg fyrir að AA gildi aukist í efnum sem komast í snertingu við matvæli
※ Að auka afkastagetu framleiðslulínunnar um allt að 50%
※ Bæting og stöðugleiki vörugæða - Jafnt og endurtekið rakastig efnisins
→ Lækka framleiðslukostnað PET-köggla: Allt að 60% minni orkunotkun en hefðbundið þurrkunarkerfi
→ Tafarlaus gangsetning og hraðari slökkvun --- Engin þörf á forhitun
→ Þurrkun og kristöllun verður unnin í einu skrefi
→ Vélalínan er búin Siemens PLC kerfi með einni lykilminni
→ Nær yfir svæði með litlu, einföldu uppbyggingu og auðvelt í notkun og viðhaldi
→ Sjálfstætt hitastig og þurrkunartími stilltur
→ Engin aðgreining á vörum með mismunandi þéttleika
→ Auðvelt að þrífa og skipta um efni
Vél í gangi í verksmiðju viðskiptavina




Algengar spurningar
Sp.: Hver er loka rakastigið sem þú getur fengið? Eru einhverjar takmarkanir á upphafs rakastigi hráefnisins?
A: Lokarakastið sem við getum fengið er ≤30 ppm (tökum PET sem dæmi). Upphafsrakinn getur verið 6000-15000 ppm.
Sp.: Við notum tvöfalda samsíða skrúfupressun með lofttæmingarkerfi fyrir PET-útdráttarkornunarlínu, þurfum við samt að nota forþurrkara?
A: Við mælum með að nota forþurrkara fyrir útpressun. Venjulega eru slík kerfi með strangar kröfur um upphaflega rakastig PET-efnisins. Eins og við vitum er PET efni sem getur tekið í sig raka úr andrúmsloftinu sem veldur því að útpressunarlínan virkar illa. Þess vegna mælum við með að nota forþurrkara fyrir útpressunarkerfið:
>>Að takmarka vatnsrofsniðurbrot seigjunnar
>>Komið í veg fyrir að AA gildi aukist í efnum sem komast í snertingu við matvæli
>>Aukin framleiðslugeta um allt að 50%
>> Bæting og stöðugleiki vörugæða - Jafnt og endurtekið rakastig efnisins
Sp.: Hver er afhendingartími IRD-sins þíns?
A: 40 virkir dagar síðan við fengum innborgun þína á fyrirtækjareikninginn okkar.
Sp.: Hvað með uppsetningu IRD-tækisins þíns?
Reyndur verkfræðingur getur aðstoðað þig við að setja upp IRD kerfið í verksmiðjunni þinni. Eða við getum veitt leiðbeiningarþjónustu á netinu. Öll vélin notar flugtengi, sem auðveldar tengingu.
Sp.: Fyrir hvað er hægt að sækja um IRD?
A: Það er hægt að forþurrka það fyrir
- PET/PLA/TPE plötuútdráttarvélalína
- PET Bale ól gerð vél lína
- Kristöllun og þurrkun á PET-meistarablöndu
- PETG blaðútdráttarlína
- PET einþráðavél, PET einþráða útdráttarlína, PET einþráður fyrir kúst
- PLA / PET filmuframleiðsluvél
- PBT, ABS/PC, HDPE, LCP, PC, PP, PVB, WPC, TPE, TPU, PET (flöskuflögur, korn, flögur), PET masterbatch, CO-PET, PBT, PEEK, PLA, PBAT, PPS o.s.frv.
- Varmaferli fyrirfjarlæging á afgangsólígómerum og rokgjörnum efnum.







