
Innrauður kristalþurrkari fyrir R-PET pelletizing/extrusion línu


Innrauð forþurrkun á PET flögum: Aukin afköst og bætt gæði á PET extruders
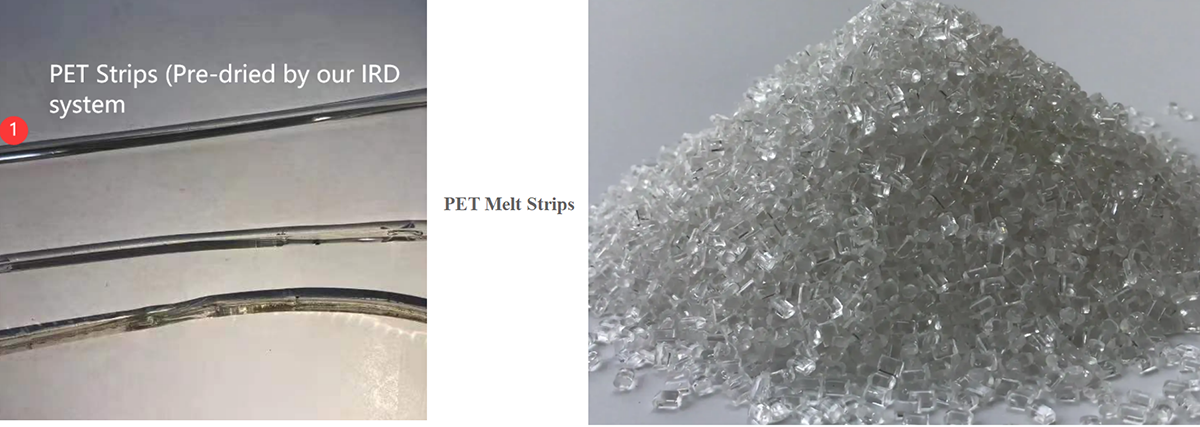
>>Endurvinnsla flöganna í útpressaranum dregur úr IV vegna vatnsrofs í nærveru vatns,og þess vegna getur forþurrkun niður í einsleitt þurrkunarstig með IRD kerfinu okkar takmarkað þessa minnkun. Að auki gulnar plastefnið ekki vegna þess að þurrkunartíminn styttist (Þurrkunartími þarf aðeins 15-20 mínútur, loka raki getur verið≤ 50 ppm, orkunotkun minni en 80W/KG/H), og klippikraftur í extrudernum minnkar þar með einnig vegna þess að forhitaða efnið fer inn í extruderinn við stöðugt hitastig.
>>Í fyrsta skrefi er PET-malað efni kristallað og þurrkað inni í IRD-inu á um það bil 15 mínútum. Þetta kristöllunar- og þurrkunarferli er náð með beinni upphitun með innrauðri geislun, til að ná 170˚C hitastigi efnisins. Ólíkt hægfara heitloftskerfum auðveldar hröð og bein orkuinntaka fullkomna jöfnun á stöðugt sveiflum í rakastigi - stjórnkerfi innrauða geislunarinnar gerir kleift að bregðast við breyttum ferlisaðstæðum innan nokkurra sekúndna. Þannig lækka gildi á bilinu 5.000 til 8.000 ppm jafnt inni í IRD-inu niður í um 30-50 ppm rakastig.
>>Sem aukaverkun kristöllunarferlisins í IRD eykst rúmmálsþéttleiki malaðs efnis,sérstaklega í mjög léttum flögum. Þessi aukaverkun er mjög áhugaverð í ljósi þess að tilhneigingin í átt að þunnveggjum flöskum kemur í veg fyrir að endurvinnsluefnið nái rúmmálsþéttleika > 0,3 kg/dm³. Hægt er að ná fram 10 til 20% aukningu á rúmmálsþéttleikanum í IRD, sem virðist óverulegt við fyrstu sýn, en bætir verulega fóðrunarafköstin við inntak extrudersins - á meðan extruderhraðinn helst óbreyttur, batnar verulega fyllingarafköstin á skrúfunni.

Birtingartími: 7. apríl 2023