
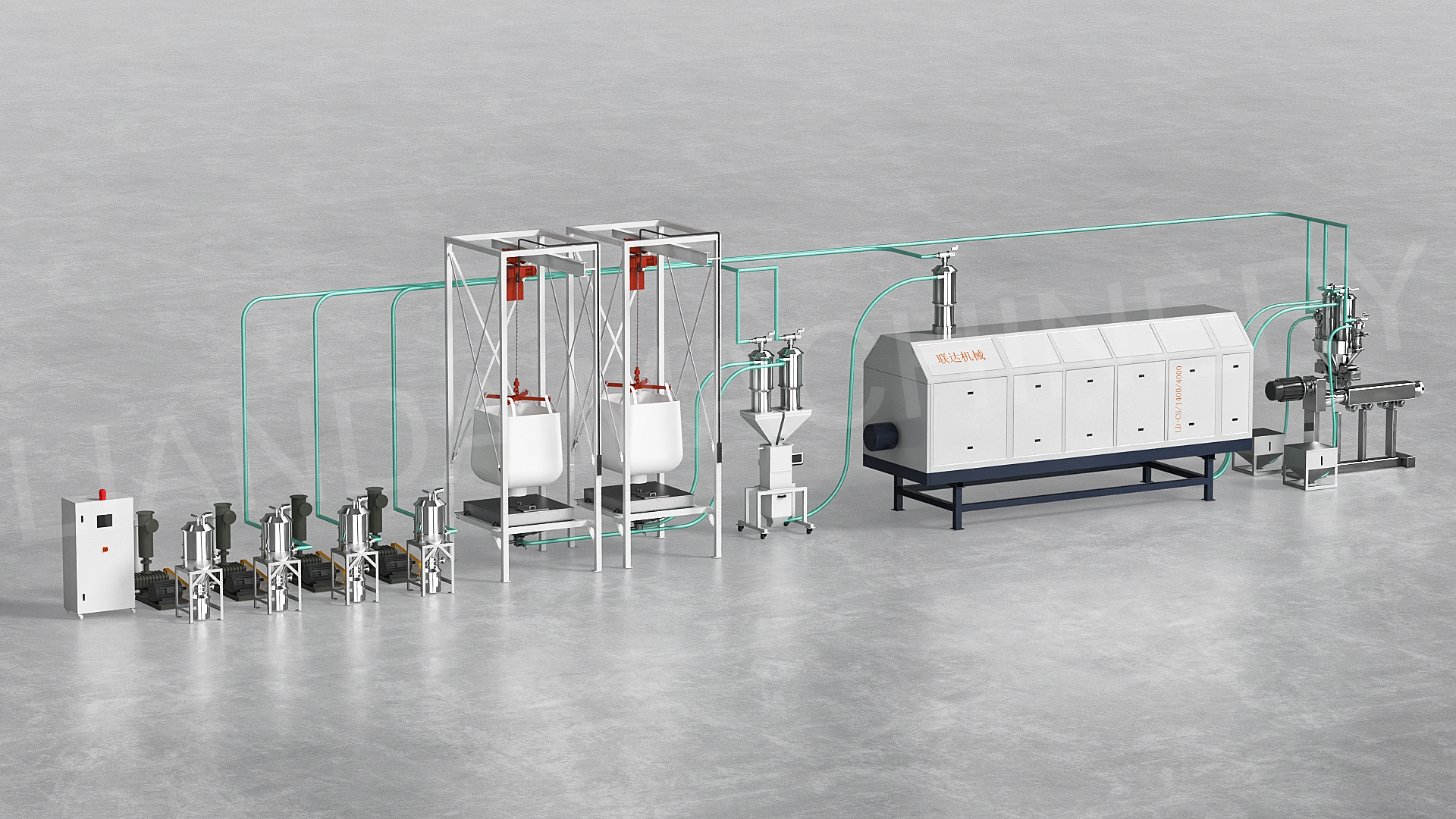
IRD չորանոց PET թերթերի արտադրության գծի համար





Ինֆրակարմիր բյուրեղացման չորանոց PET թերթերի պատրաստման համար
ՊԷՏ թերթերի պատրաստման լուծումներ --- Հումք՝ ՊԷՏ վերամշակված փաթիլ + կույս խեժ
Չորացումը մշակման ամենակարևոր փոփոխականն է.
LIANDA-ն սերտորեն համագործակցում է խեժի մատակարարների և վերամշակողների հետ՝ մշակելու սարքավորումներ և ընթացակարգեր, որոնք կարող են վերացնել խոնավության հետ կապված որակի խնդիրները՝ միաժամանակ խնայելով նաև էներգիա։
>>Ընդունեք ռոտացիոն չորացման համակարգ՝ միատարր չորացում ապահովելու համար
>> Լավ խառնում առանց կպչելու կամ կպչելու չորացման ընթացքում
>>Տարբեր ծավալային խտություններով ապրանքների տարանջատում չկա
Էներգիայի սպառում
Այսօր LIANDA IRD օգտատերերը էներգիայի ծախսը հայտարարագրում են 0.08 կՎտժ/կգ՝ առանց ապրանքի որակը զոհաբերելու։
>> IRD համակարգի PLC-ի կողմից կառավարվող գործընթացի ամբողջական տեսանելիություն
>>50 ppm-ի հասնելու համար միայն IRD-ն բավարար է 20 րոպեում չորացնելով և բյուրեղացնելով մեկ քայլով
>>Լայնորեն կիրառվող
Ինչպես աշխատել

>>Առաջին քայլում միակ նպատակը նյութը նախապես սահմանված ջերմաստիճանի տաքացնելն է։
Ընդունեք թմբուկի պտտման համեմատաբար դանդաղ արագություն, չորանոցի ինֆրակարմիր լամպերի հզորությունը կլինի ավելի բարձր մակարդակի վրա, այդ դեպքում պլաստիկ խեժը արագ տաքանա, մինչև ջերմաստիճանը բարձրանա նախապես սահմանված ջերմաստիճանին։
>> Չորացման և բյուրեղացման քայլ
Երբ նյութը հասնի ջերմաստիճանի, թմբուկի արագությունը կբարձրացվի մինչև շատ ավելի բարձր պտտման արագություն՝ նյութի կպչումից խուսափելու համար: Միաժամանակ, ինֆրակարմիր լամպերի հզորությունը կրկին կբարձրացվի՝ չորացումն ու բյուրեղացումը ավարտելու համար: Այնուհետև թմբուկի պտտման արագությունը կրկին կդանդաղեցվի: Սովորաբար չորացման և բյուրեղացման գործընթացը կավարտվի 15-20 րոպեից հետո: (Ճշգրիտ ժամանակը կախված է նյութի հատկություններից):
>> Չորացման և բյուրեղացման գործընթացն ավարտելուց հետո, ինֆրակարմիր թմբուկը ավտոմատ կերպով կդուրս գա նյութը և կլցնի թմբուկը հաջորդ ցիկլի համար։
Ավտոմատ լիցքավորումը, ինչպես նաև տարբեր ջերմաստիճանային թեքահարթակների բոլոր համապատասխան պարամետրերը լիովին ինտեգրված են ժամանակակից սենսորային էկրանով կառավարման համակարգում: Երբ որոշակի նյութի համար պարամետրերը և ջերմաստիճանի պրոֆիլները գտնվեն, այդ կարգավորումները կարող են պահպանվել որպես բաղադրատոմսեր կառավարման համակարգում:

Մեր ստեղծած առավելությունը
※Մածուցիկության հիդրոլիտիկ քայքայման սահմանափակումը։
※ Կանխել սննդի հետ շփվող նյութերի դեպքում AA մակարդակի բարձրացումը
※ Արտադրական գծի հզորությունը մինչև 50% մեծացնելը
※ Բարելավում և արտադրանքի որակի կայունացում. Նյութի հավասար և կրկնվող մուտքային խոնավության պարունակություն
→ Նվազեցնել PET թերթիկի արտադրության արժեքը. Մինչև 60%-ով պակաս էներգիայի սպառում, քան ավանդական չորացման համակարգը
→ Անհապաղ մեկնարկ և ավելի արագ անջատում --- Նախնական տաքացման կարիք չկա
→ Չորացումը և բյուրեղացումը կիրականացվեն մեկ քայլով
→PET թերթիկի ձգման ամրությունը բարելավելու համար ավելացրեք ավելացված արժեքը--- Վերջնական խոնավությունը կարող է լինել ≤50ppm 20 րոպեի ընթացքումՉոր և բյուրեղացումացիա
→ Մեքենայի գիծը հագեցած է Siemens PLC համակարգով՝ մեկ ստեղնային հիշողության գործառույթով
→ Ծածկում է փոքր, պարզ կառուցվածքով և հեշտ է շահագործել ու սպասարկել
→ Անկախ ջերմաստիճանի և չորացման ժամանակի կարգավորում
→ Տարբեր ծավալային խտություններով ապրանքների տարանջատում չկա
→ Հեշտ մաքրվող և նյութը փոխող
Մեքենա, որը աշխատում է հաճախորդների գործարանում




Հաճախակի տրվող հարցեր
Հարց. Որքա՞ն է վերջնական խոնավությունը, որը կարող եք ստանալ: Արդյո՞ք ունեք որևէ սահմանափակում հումքի սկզբնական խոնավության վերաբերյալ:
Ա. Վերջնական խոնավությունը կարող ենք ստանալ ≤30 ppm (օրինակ՝ PET-ը): Սկզբնական խոնավությունը կարող է լինել 6000-15000 ppm:
Հարց. Մենք օգտագործում ենք կրկնակի զուգահեռ պտուտակային արտամղում՝ վակուումային գազազերծման համակարգով՝ PET թերթի արտամղման համար, դեռ պե՞տք է օգտագործենք նախնական չորացուցիչ:
Ա. Մենք խորհուրդ ենք տալիս օգտագործել նախնական չորանոցը էքստրուզիայից առաջ: Սովորաբար նման համակարգը խիստ պահանջներ ունի PET նյութի սկզբնական խոնավության վերաբերյալ: Ինչպես գիտենք, PET-ը այնպիսի նյութ է, որը կարող է կլանել խոնավությունը մթնոլորտից, ինչը կարող է վատացնել էքստրուզիոն գծի աշխատանքը: Հետևաբար, մենք խորհուրդ ենք տալիս օգտագործել նախնական չորանոցը էքստրուզիոն համակարգից առաջ.
>>Մածուցիկության հիդրոլիտիկ քայքայման սահմանափակում
>>Կանխել սննդի հետ շփվող նյութերի դեպքում AA մակարդակի բարձրացումը
>>Արտադրական գծի հզորությունը մինչև 50% մեծացնելը
>>Բարելավում և արտադրանքի որակի կայունացում. Նյութի հավասար և կրկնվող մուտքային խոնավության պարունակություն
Հարց. Մենք օգտագործելու ենք նոր նյութ, բայց նման նյութ չորացնելու փորձ չունենք: Կարո՞ղ եք մեզ օգնել:
Ա. Մեր գործարանն ունի փորձարկման կենտրոն: Մեր փորձարկման կենտրոնում մենք կարող ենք շարունակական կամ ընդհատ փորձեր կատարել հաճախորդի նմուշային նյութի համար: Մեր սարքավորումները հագեցած են համապարփակ ավտոմատացման և չափման տեխնոլոգիայով:
Մենք կարող ենք ցուցադրել --- Փոխադրում/Բեռնում, Չորացում և Բյուրեղացում, Լիցքաթափում:
Նյութի չորացում և բյուրեղացում՝ մնացորդային խոնավությունը, նստեցման ժամանակը, էներգիայի մուտքը և նյութի հատկությունները որոշելու համար։
Մենք կարող ենք նաև ցույց տալ կատարողականը՝ ավելի փոքր խմբաքանակների համար ենթակապալային պայմանագրեր կնքելով։
Ձեր նյութական և արտադրական պահանջներին համապատասխան, մենք կարող ենք ձեզ հետ միասին մշակել պլան։
Փորձարկումը կկատարի փորձառու ինժեները: Ձեր աշխատակիցներին սիրով հրավիրում ենք մասնակցելու մեր համատեղ արշավներին: Այսպիսով, դուք հնարավորություն ունեք և՛ ակտիվորեն մասնակցել, և՛ իրականում տեսնել մեր արտադրանքը շահագործման մեջ:
Հարց. Որքա՞ն է ձեր IRD-ի առաքման ժամկետը։
Ա. 40 աշխատանքային օր, քանի որ մենք ստանում ենք ձեր ավանդը մեր ընկերության հաշվին:
Հարց. Իսկ ի՞նչ կասեք ձեր IRD-ի տեղադրման մասին:
Փորձառու ինժեները կարող է օգնել ձեզ տեղադրել IRD համակարգը ձեր գործարանում: Կամ մենք կարող ենք ապահովել առցանց ուղեկցող ծառայություն: Ամբողջ մեքենան ունի ավիացիոն միացուցիչ, ինչը հեշտացնում է միացումը:
Հարց. Ինչի՞ համար կարելի է դիմել IRD-ին:
Ա. Այն կարող է լինել նախնական չորանոց
- PET/PLA/TPE թերթերի արտանետման մեքենայի գիծ
- PET բալե ժապավեն պատրաստող մեքենայի գիծ
- PET մաստերբաթչ բյուրեղացում և չորացում
- PETG թերթի արտանետման գիծ
- PET մոնոմանրաթելային մեքենա, PET մոնոմանրաթելային արտանետման գիծ, PET մոնոմանրաթել՝ ավելի համար
- PLA/PET թաղանթ պատրաստող մեքենա
- PBT, ABS/PC, HDPE, LCP, PC, PP, PVB, WPC, TPE, TPU, PET (շշերի փաթիլներ, գրանուլներ, փաթիլներ), PET մաստերբաթչ, CO-PET, PBT, PEEK, PLA, PBAT, PPS և այլն:
- Ջերմային գործընթացներ՝մնացած օլիգոմերենների և ցնդող բաղադրիչների հեռացում։
Անշարժ գույքի ապրանքներ
-

Պլաստիկ չորացնող միջոց խոնավության հեռացնող
-

Ինֆրակարմիր բյուրեղային չորանոց PET գրանուլյացիա
-

Ինֆրակարմիր բյուրեղացման չորանոց PET նախաձևերի պատրաստման համար
-

PETG չորանոց
-

PLA բյուրեղացնող չորանոց
-

PLA PET ջերմամշակման թերթիկի արտանետման գիծ
-

Պլաստիկ PET ժապավենի արտադրության գիծ
-

Պլաստիկ խեժի չորացուցիչ