
PET granulazio-lerroa




rPET estrusio granulazio-lerrorako infragorri kristalizazio-lehorgailua
rPET botila malutak infragorri bidez aurrelehortzea: PET estrusoreetan ekoizpena handitzea eta kalitatea hobetzea

Lehortzea da prozesamenduan aldagairik garrantzitsuena.
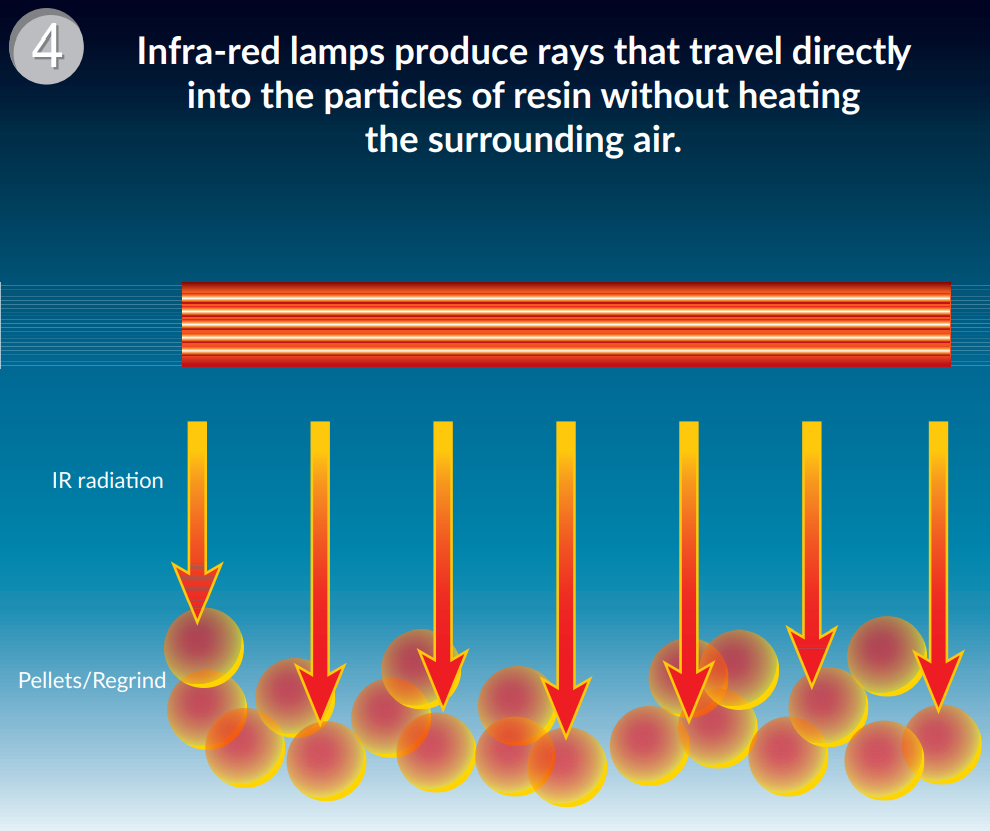
>>Infragorri argiz elikatzen den teknologiaren bidez birziklatutako eta elikagaietarako PETaren fabrikazio eta propietate fisikoak hobetzeak funtsezko zeregina du biskositate intrintsekoaren (IV) propietatean.
>>Estrusioaren aurretik malutak aurrekristalizatzeak eta lehortzeak PETetik IV galera minimizatzen laguntzen du, erretxina berrerabiltzeko faktore kritikoa dena.
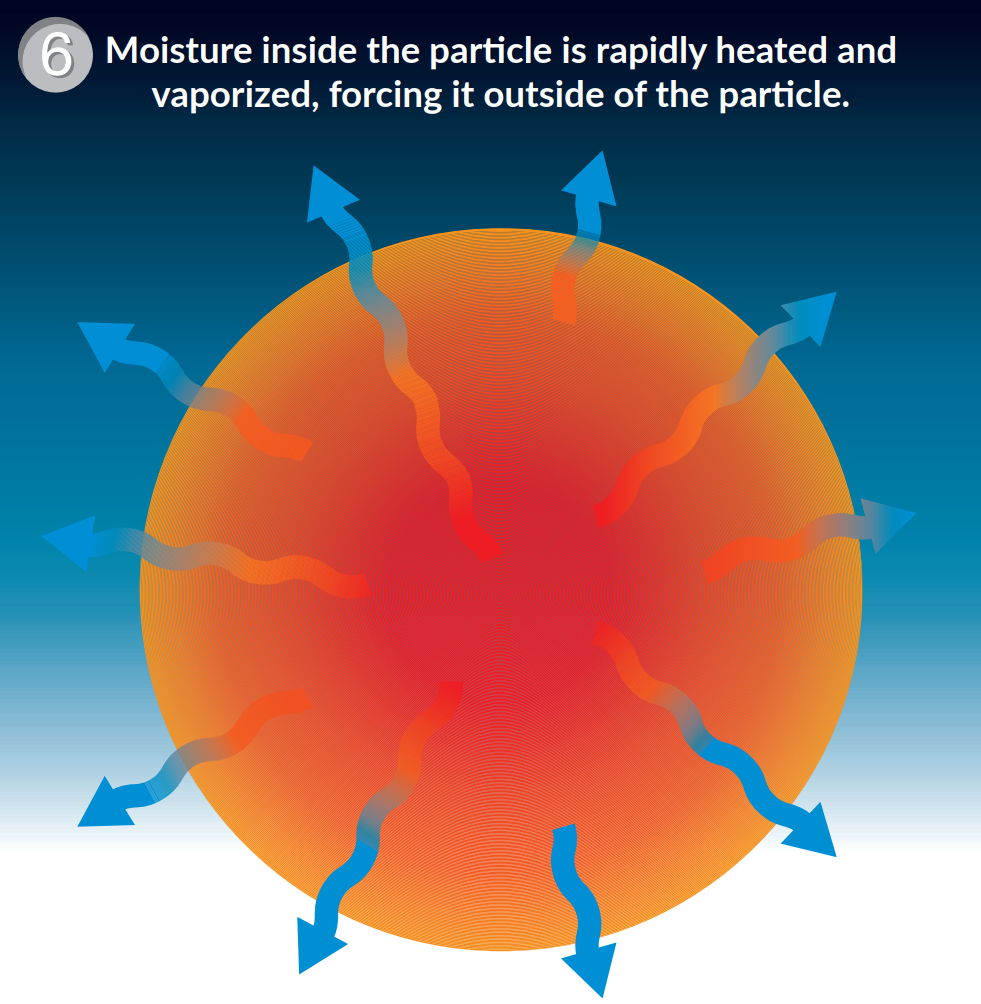
>>Estrusorean malutak berriro prozesatzeak IV murrizten du uraren presentzian hidrolisiaren ondorioz, eta horregatik gure IRD Sistemarekin lehortze-maila homogeneo batera aurrelehortzeak murrizketa hori mugatu dezake. Gainera,PET urtutako zerrendak ez dira horitzen lehortze denbora murrizten delako(Lehortze denborak 15-20 minutu besterik ez ditu behar, azken hezetasuna ≤ 30 ppm izan daiteke, energia-kontsumoa 80W/KG/H baino txikiagoa)
>>Estrusorean zizailadura ere murrizten da, aurrez berotutako materiala tenperatura konstantean sartzen baita estrusorean.

>>PET estrusorearen irteera hobetzea
IRD-n dentsitatearen % 10etik % 20ra arteko igoera lor daiteke, eta horrek estrusorearen sarreran elikadura-errendimendua nabarmen hobetzen du; estrusorearen abiadura aldatu gabe mantentzen den bitartean, torlojuaren betetze-errendimendua nabarmen hobetzen da.

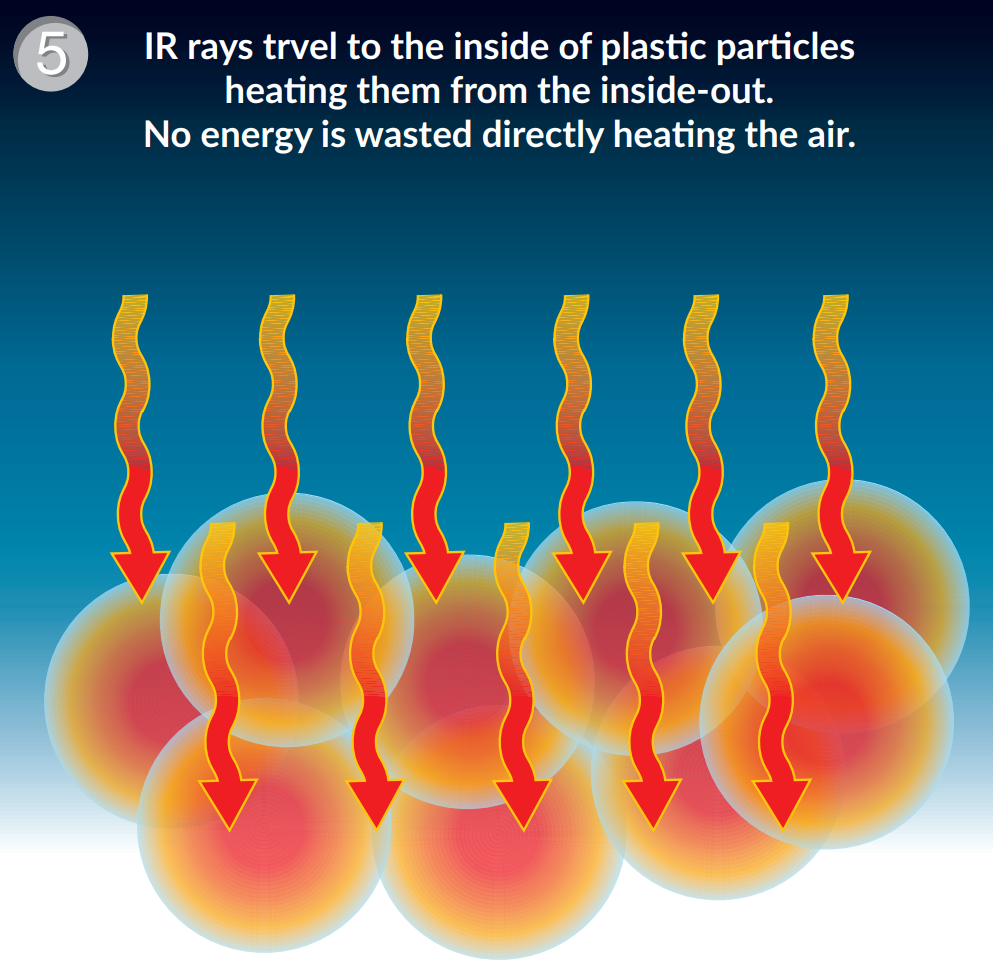
Lan-printzipioa
Guk egiten dugun abantaila
※Biskositatearen degradazio hidrolitikoa mugatzea.
※ Janariekin kontaktuan dauden materialen AA mailak handitzea saihestu
※ Ekoizpen-lerroaren edukiera % 50era handitzea
※ Produktuaren kalitatea hobetzea eta egonkortzea -- Materialaren hezetasun-eduki berdina eta errepikagarria
→ PET pelleten fabrikazio-kostua murriztu: ohiko lehortze-sistema baino % 60 energia-kontsumo txikiagoa
→ Berehalako abiaraztea eta azkarrago itzaltzea --- Ez da beharrezkoa aldez aurretik berotzea
→ Lehortzea eta kristalizazioa urrats bakarrean prozesatuko dira
→ Makina-lerroa Siemens PLC sistema batekin hornituta dago, memoria-funtzio bakarrarekin
→ Egitura txiki eta sinpleko eremu bat hartzen du, erabiltzeko eta mantentzeko erraza
→ Tenperatura eta lehortze-denbora independenteki ezarrita
→ Dentsitate desberdineko produktuak ez dira bereizten
→ Materiala erraz garbitu eta aldatzeko
Makina martxan bezeroen fabrikan




Maiz egiten diren galderak
G: Zein da lor dezakezun azken hezetasuna? Baduzu lehengaiaren hasierako hezetasunari buruzko mugarik?
A: Azken hezetasuna ≤30 ppm lor dezakegu (PET adibide gisa hartu). Hasierako hezetasuna 6000-15000 ppm izan daiteke.
G: PET estrusio granulazio-lerrorako hutsean desgasifikatzeko sistema duen torloju paralelo bikoitzeko estrusioa erabiltzen dugu, aurre-lehorgailua erabili beharko al dugu oraindik?
A: Estrusioa baino lehen aurre-lehorgailua erabiltzea gomendatzen dugu. Normalean, sistema horrek PET materialaren hasierako hezetasunari buruzko eskakizun zorrotzak ditu. Dakigunez, PETa atmosferako hezetasuna xurgatu dezakeen material mota bat da, eta horrek estrusio-lerroa gaizki funtzionatzea eragingo du. Beraz, estrusio-sistema baino lehen aurre-lehorgailua erabiltzea gomendatzen dugu:
>>Biskositatearen degradazio hidrolitikoa mugatzea
>>Janariekin kontaktuan dauden materialen AA mailak handitzea saihestu
>>Ekoizpen-lerroaren edukiera % 50era handitzea
>>Hobekuntza eta produktuaren kalitatea egonkortzea -- Materialaren hezetasun-eduki berdina eta errepikagarria
G: Zein da zure IRDaren entrega-epea?
A: 40 lanegun zure gordailua gure enpresaren kontuan jasotzen dugunetik.
G: Zer moduz zure IRDaren instalazioarekin?
Ingeniari esperientziadun batek IRD sistema zure fabrikan instalatzen lagun zaitzake. Edo lineako gida-zerbitzua eskain diezazukegu. Makina osoak hegazkintzako entxufea erabiltzen du, konexioa errazagoa izan dadin.
G: Zertarako eska daiteke IRD?
A: Aurrez lehorgailua izan daiteke
- PET/PLA/TPE xafla estrusio makinaren linea
- PET uhalak egiteko makina-lerroa
- PET masterbatch kristalizazioa eta lehortzea
- PETG xafla estrusio linea
- PET monofilamento makina, PET monofilamento estrusio linea, PET monofilamento erratza egiteko
- PLA/PET filmak egiteko makina
- PBT, ABS/PC, HDPE, LCP, PC, PP, PVB, WPC, TPE, TPU, PET (Botila-malutak, granuluak, malutak), PET masterbatch, CO-PET, PBT, PEEK, PLA, PBAT, PPS etab.
- Prozesu termikoak erakoGainerako oligomeroak eta osagai lurrunkorrak kentzea.
Produktu higiezinak
-

Plastikozko lehorgailu deshidratatzailea
-

Infragorri kristal lehorgailua PET Granulazioa
-

PET aurreformak egiteko infragorri kristalizazio lehorgailua
-

PETG lehorgailua
-

PLA kristalizatzaile lehorgailua
-

PLA PET termoformatzeko xafla estrusio linea
-

Plastikozko PET uhalaren ekoizpen-lerroa
-

Plastikozko erretxina lehorgailua