
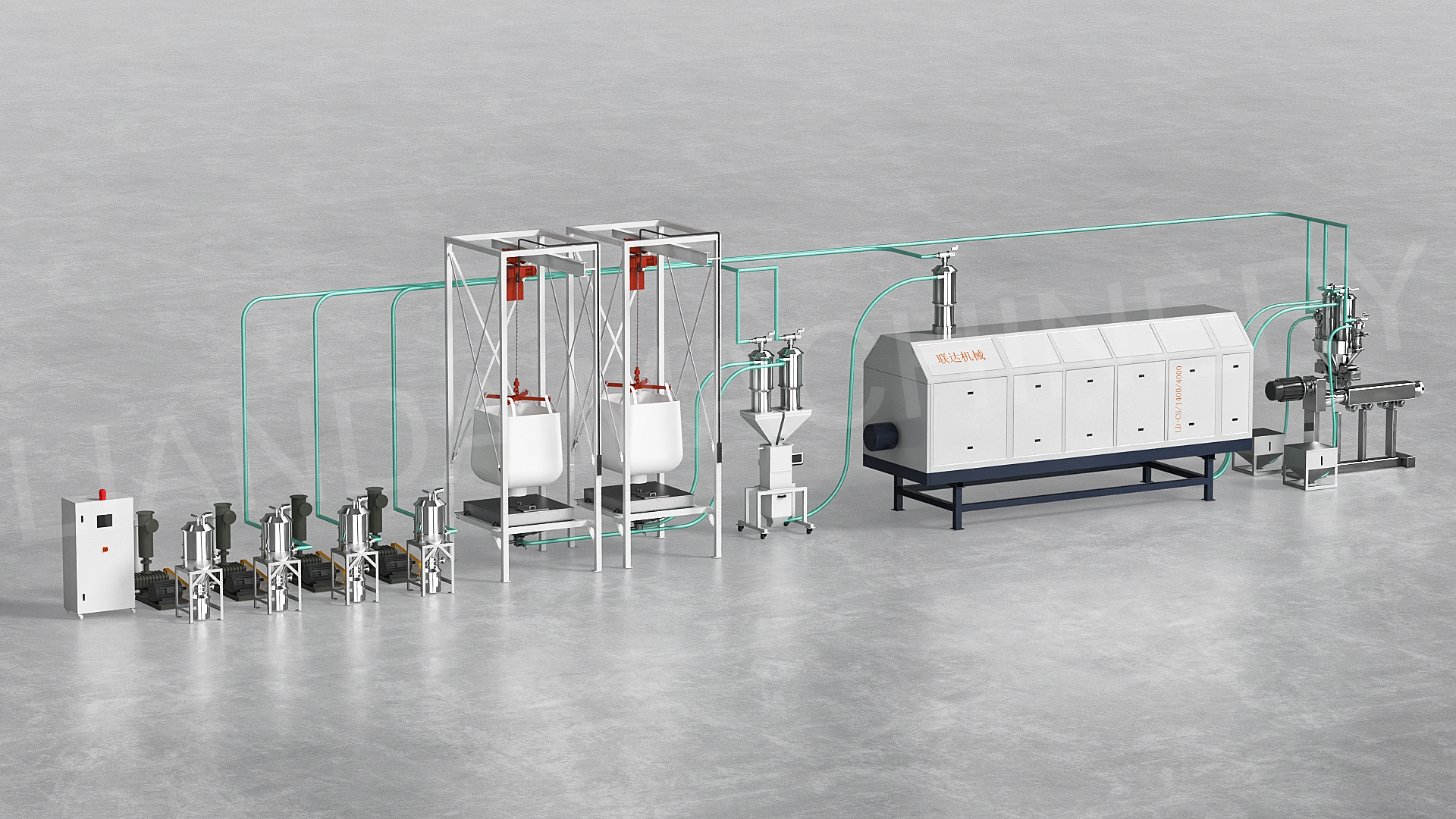
IRD lehorgailua PET xafla ekoizpen lerrorako





PET xaflak egiteko infragorrien kristalizazio lehorgailua
PET xaflak egiteko irtenbideak --- Lehengaia: PET birrindutako maluta + Birjina erretxina
Lehortzea da prozesamenduan aldagairik garrantzitsuena.
LIANDA erretxina hornitzaileekin eta prozesatzaileekin estuki lan egin du hezetasunarekin lotutako kalitate arazoak ezabatzen dituzten ekipoak eta prozedurak garatzeko, energia aurreztuz.
>>Onartu errotazio bidezko lehortze sistema lehortze uniformea bermatzeko
>>Nahasketa ona itsasten edo pikorrik gabe lehortze prozesuan
>>Ez dago dentsitate desberdineko produktuak bereizketarik
Energia-kontsumoa
Gaur egun, LIANDA IRD erabiltzaileek 0,08 kWh/kg-ko energia-kostua adierazten dute, produktuaren kalitatea galdu gabe.
>>IRD sistemaren PLC kontrolak ahalbidetzen duen prozesuaren ikusgarritasun osoa
>>50 ppm lortzeko IRD nahikoa da 20 minututan Lehortzea eta kristalizazioa urrats bakarrean
>>Aplikazio zabala
Nola lan egin

>>Lehen urratsean, helburu bakarra materiala aurrez ezarritako tenperaturara berotzea da.
Danborraren biraketa-abiadura nahiko motela erabili, lehorgailuaren infragorri-lanparen potentzia maila altuagoan egongo da, eta orduan plastikozko erretxina azkar berotuko da tenperatura aurrez ezarritako tenperaturara igo arte.
>>Lehortze eta kristalizazio urratsa
Materiala tenperaturara iristen denean, danborraren abiadura askoz handiagoa izango da biraketa-abiadurara, materiala pilatzea saihesteko. Aldi berean, infragorri-lanparen potentzia berriro handituko da lehortzea eta kristalizazioa amaitzeko. Ondoren, danborraren biraketa-abiadura berriro motelduko da. Normalean lehortze- eta kristalizazio-prozesua 15-20 minutu igaro ondoren amaituko da. (Denbora zehatza materialaren propietatearen araberakoa da)
>>Lehortze eta kristalizazio prozesua amaitu ondoren, IR Danborrak automatikoki deskargatuko du materiala eta danborra berriro beteko du hurrengo ziklorako.
Betetze automatikoa eta tenperatura-arrapala desberdinetarako parametro garrantzitsu guztiak guztiz integratuta daude punta-puntako ukipen-pantailaren kontrolean. Material espezifiko baterako parametroak eta tenperatura-profilak aurkitu ondoren, ezarpen horiek errezeta gisa gorde daitezke kontrol-sisteman.

Guk egiten dugun abantaila
※Biskositatearen degradazio hidrolitikoa mugatzea.
※ Janariekin kontaktuan dauden materialen AA mailak handitzea saihestu
※ Ekoizpen-lerroaren edukiera % 50era handitzea
※ Produktuaren kalitatea hobetzea eta egonkortzea -- Materialaren hezetasun-eduki berdina eta errepikagarria
→ PET xaflaren fabrikazio-kostua murriztu: ohiko lehortze-sistemak baino % 60 energia-kontsumo txikiagoa
→ Berehalako abiaraztea eta azkarrago itzaltzea --- Ez da beharrezkoa aldez aurretik berotzea
→ Lehortzea eta kristalizazioa urrats bakarrean prozesatuko dira
→PET xaflaren trakzio-erresistentzia hobetzeko, gehitu balioa handitu--- Azken hezetasuna ≤50ppm izan daiteke 20 minututanLehorra eta kristalizatuazioa
→ Makina-lerroa Siemens PLC sistema batekin hornituta dago, memoria-funtzio bakarrarekin
→ Egitura txiki eta sinpleko eremu bat hartzen du, erabiltzeko eta mantentzeko erraza
→ Tenperatura eta lehortze-denbora independenteki ezarrita
→ Dentsitate desberdineko produktuak ez dira bereizten
→ Materiala erraz garbitu eta aldatzeko
Makina martxan bezeroen fabrikan




Maiz egiten diren galderak
G: Zein da lor dezakezun azken hezetasuna? Baduzu lehengaiaren hasierako hezetasunari buruzko mugarik?
A: Azken hezetasuna ≤30 ppm lor dezakegu (PET adibide gisa hartu). Hasierako hezetasuna 6000-15000 ppm izan daiteke.
G: PET xaflaren estrusiorako torloju bikoitz paraleloko estrusioa erabiltzen dugu hutsean gasifikatzeko sistemarekin, aurre-lehorgailua erabili beharko al dugu oraindik?
A: Estrusioa baino lehen aurre-lehorgailua erabiltzea gomendatzen dugu. Normalean, sistema horrek PET materialaren hasierako hezetasunari buruzko eskakizun zorrotzak ditu. Dakigunez, PETa atmosferako hezetasuna xurgatu dezakeen material mota bat da, eta horrek estrusio-lerroa gaizki funtzionatzea eragingo du. Beraz, estrusio-sistema baino lehen aurre-lehorgailua erabiltzea gomendatzen dugu:
>>Biskositatearen degradazio hidrolitikoa mugatzea
>>Janariekin kontaktuan dauden materialen AA mailak handitzea saihestu
>>Ekoizpen-lerroaren edukiera % 50era handitzea
>>Hobekuntza eta produktuaren kalitatea egonkortzea -- Materialaren hezetasun-eduki berdina eta errepikagarria
G: Material berria erabiliko dugu, baina ez dugu horrelako materiala lehortzeko esperientziarik. Lagundu ahal diguzue?
A: Gure fabrikak Proba Zentroa du. Gure Proba zentroan, bezeroen lagin materialarekin esperimentu jarraituak edo etenak egin ditzakegu. Gure ekipamendua automatizazio eta neurketa teknologia integralarekin hornituta dago.
Erakutsi dezakegu --- Garraiatzea/Kargatzea, Lehortzea eta Kristalizazioa, Deskargatzea.
Materialaren lehortzea eta kristalizazioa hondar-hezetasuna, egonaldi-denbora, energia-sarrera eta materialen propietateak zehazteko.
Lote txikiagoetarako azpikontratazioa eginez ere erakuts dezakegu errendimendua.
Zure material eta ekoizpen beharren arabera, plan bat egin dezakegu zurekin batera.
Ingeniari esperientziadun batek egingo du proba. Zure langileak gonbidatuta daude gure proba bateratuetan parte hartzera. Horrela, aktiboki parte hartzeko aukera izango duzu, eta gure produktuak martxan ikusteko aukera ere bai.
G: Zein da zure IRDaren entrega-epea?
A: 40 lanegun zure gordailua gure enpresaren kontuan jasotzen dugunetik.
G: Zer moduz zure IRDaren instalazioarekin?
Ingeniari esperientziadun batek IRD sistema zure fabrikan instalatzen lagun zaitzake. Edo lineako gida-zerbitzua eskain diezazukegu. Makina osoak hegazkintzako entxufea erabiltzen du, konexioa errazagoa izan dadin.
G: Zertarako eska daiteke IRD?
A: Aurrez lehorgailua izan daiteke
- PET/PLA/TPE xafla estrusio makinaren linea
- PET uhalak egiteko makina-lerroa
- PET masterbatch kristalizazioa eta lehortzea
- PETG xafla estrusio linea
- PET monofilamento makina, PET monofilamento estrusio linea, PET monofilamento erratza egiteko
- PLA/PET filmak egiteko makina
- PBT, ABS/PC, HDPE, LCP, PC, PP, PVB, WPC, TPE, TPU, PET (Botila-malutak, granuluak, malutak), PET masterbatch, CO-PET, PBT, PEEK, PLA, PBAT, PPS etab.
- Prozesu termikoak erakoGainerako oligomeroak eta osagai lurrunkorrak kentzea.
Produktu higiezinak
-

Plastikozko lehorgailu deshidratatzailea
-

Infragorri kristal lehorgailua PET Granulazioa
-

PET aurreformak egiteko infragorri kristalizazio lehorgailua
-

PETG lehorgailua
-

PLA kristalizatzaile lehorgailua
-

PLA PET termoformatzeko xafla estrusio linea
-

Plastikozko PET uhalaren ekoizpen-lerroa
-

Plastikozko erretxina lehorgailua