
Kile tihendamise granuleerimisliin







Üheastmeline tehnoloogia PP-raffia, kootud ja PE/PP-kilejäätmete jaoks
LIANDA MACHINERY poolt konstrueeritud kile ringlussevõtu granulaator kasutab purustamise, kuumsulamise ekstrusiooni, graanuliteks pressimise ja kuivatamise tootmisviisi, mis lahendab probleemi:
■ Käsitsi söötmise oht
■ Sundsöötmise võime on väike
■ Purustamise ja ekstrusiooni jagatud toimingu käsitsi tarbimine on suur
■ Kiudude osakeste suurus ei ole ühtlane ja kiud purunevad kergesti
Kilega granuleerimisseadmed kasutavad tihendamise ja purustamise meetodit. Pärast materjali etteandmist kompaktorile purustatakse see alumise lõikepea abil ja lõikepea kiirel lõikamisel tekkiv hõõrdumine tekitab soojust, nii et materjal kuumeneb ja kahaneb, suurendades materjali puistetihedust ja etteandekogust. See protsessimeetod aitab oluliselt suurendada tootmisvõimsust.


Masina spetsifikatsioonid
| Masina nimi | Kile tihendamise granuleerimisliin |
| Lõpptoode | Plastgraanulid/graanulid |
| Tootmisliini komponendid | Konveierilint, lõikuri tihendustrummel, ekstruuder, graanuliteks pressimise seade, vesijahutusseade, kuivatusseade, silopaak |
| Rakendusmaterjal | HDPE, LDPE, LLDPE, PP, BOPP, CPP, OPP, PA, PC, PS, PU, EPS |
| Söötmine | Konveierilint (standard), nippelrullide söötja (valikuline) |
| Kruvi läbimõõt | 65–180 mm |
| Kruvi L/D | 30/1; 32/1; 34/1; 36/1 |
| Väljundvahemik | 100–1200 kg/h |
| Kruvimaterjal | 38CrMoAlA |
| Degaseerimine | Ühe- või kahekordse ventilatsiooniga degaseerimine, ventilatsioonita mittetrükitud kile jaoks (kohandatud) Kaheastmeline tüüp (ema-lapse ekstruuder) veelgi paremaks gaaside eemaldamiseks |
| Lõiketüüp | Veerõngasstants näo lõikamiseks või nööriga stants |
| Ekraanivahetaja | Topelt tööasendiga hüdrauliline ekraanivahetaja, mis ei peatu ega ole kohandatud |
| Jahutustüüp | Vesijahutusega |
Masina üksikasjad on kuvatud

>> Kiletihendaja/aglomeraator lõikab kile ja tihendab selle suure kiirusega hõõrdumise abil
>> Kile tihendamise/aglomeraatoril on vaateaken, mis hõlbustab klientidel labade avamist, puhastamist ja vahetamist
>> Pärast materjali sisenemist kompaktorisse see purustatakse ja tihendatakse ning kiirelt pöörlev kompaktor paiskab materjali mööda vooluteed ühe kruviga ekstruuderisse. Kompaktoris saab tekitada kõrgema temperatuuri, mis tihendab plasti graanuliteks ja

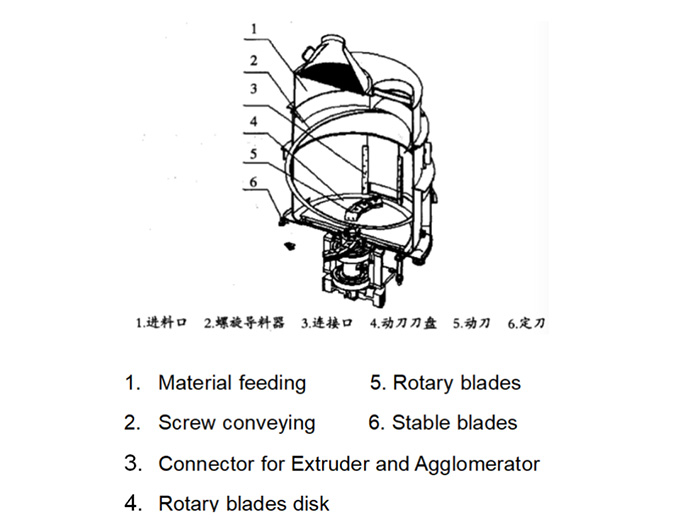

>> Veerõngaga graanulite valmistamise kiirust reguleerib inverter, sealhulgas kuumlõikur, suunajakoonus, veerõnga kate, noahoidja, noaketas, noavarras jne.
>> Hüdrauliline sõelavahetaja, millel on survepeal rõhuandur, mis kiirendab sõelavahetust, sõelavahetuseks pole vaja peatuda ja sõelavahetus on kiire
>> Graanulid lõigatakse otse veerõnga stantspeale ja graanulid suunatakse vertikaalsesse veetusmasinasse pärast veega jahutamist, kiudude purunemise probleemi ei teki;

Juhtimissüsteem
■ Etteandmine: Lintkonveieri töötamine sõltub kiletihendaja/aglomeraatori elektrivoolust. Lintkonveier peatub, kui kiletihendaja/aglomeraatori elektrivool ületab seatud väärtuse.
■ Kiletihendaja/aglomeraatori temperatuur: Materjali hõõrdumisest tekkiv temperatuur peab tagama materjali sujuva kuumenemise, kõverdumise, kokkutõmbumise ja ekstruuderisse sisenemise ning avaldama teatud mõju tihendusmootori pöörlemiskiirusele.
■ Kruvikstruuderi kiirust saab reguleerida (vastavalt söödetava materjali kirjeldusele)
■ Pelletiseerimiskiirust saab reguleerida (vastavalt materjali väljundile ja suurusele)






