
PET-Granulierlinie




Infrarot-Kristallisationstrockner für rPET-Extrusionsgranulierlinie
Infrarot-Vortrocknung von rPET-Flaschenflocken: Steigerung der Leistung und Verbesserung der Qualität auf PET-Extrudern

Das Trocknen ist die wichtigste Variable bei der Verarbeitung.
>>Die Verbesserung der Herstellungs- und physikalischen Eigenschaften von recyceltem, lebensmittelechtem PET durch Infrarotlicht-Technologie spielt eine entscheidende Rolle bei der intrinsischen Viskosität (IV)
>>Vorkristallisation und Trocknung der Flocken vor der Extrusion helfen, den IV-Verlust von PET zu minimieren, ein kritischer Faktor für die Wiederverwendung des Harzes
>>Die Wiederaufbereitung der Flocken im Extruder reduziert den IV durch Hydrolyse in Gegenwart von Wasser. Deshalb kann die Vortrocknung auf einen homogenen Trocknungsgrad mit unserem IRD-System diese Reduzierung begrenzen. Darüber hinausDie PET-Schmelzstreifen vergilben nicht, da die Trocknungszeit verkürzt wird(Die Trocknungszeit beträgt nur 15–20 Minuten, die Endfeuchtigkeit kann ≤ 30 ppm betragen, der Energieverbrauch liegt unter 80 W/kg/h.)
>>Die Scherung im Extruder wird dadurch ebenfalls reduziert, da das vorgewärmte Material mit konstanter Temperatur in den Extruder gelangt.“

>> Verbesserung der Leistung des PET-Extruders
Eine Erhöhung der Schüttdichte um 10 bis 20 % kann im IRD erreicht werden, verbessert das Einzugsverhalten am Extrudereinlauf deutlich – bei unveränderter Extruderdrehzahl ergibt sich ein deutlich verbessertes Füllverhalten an der Schnecke.

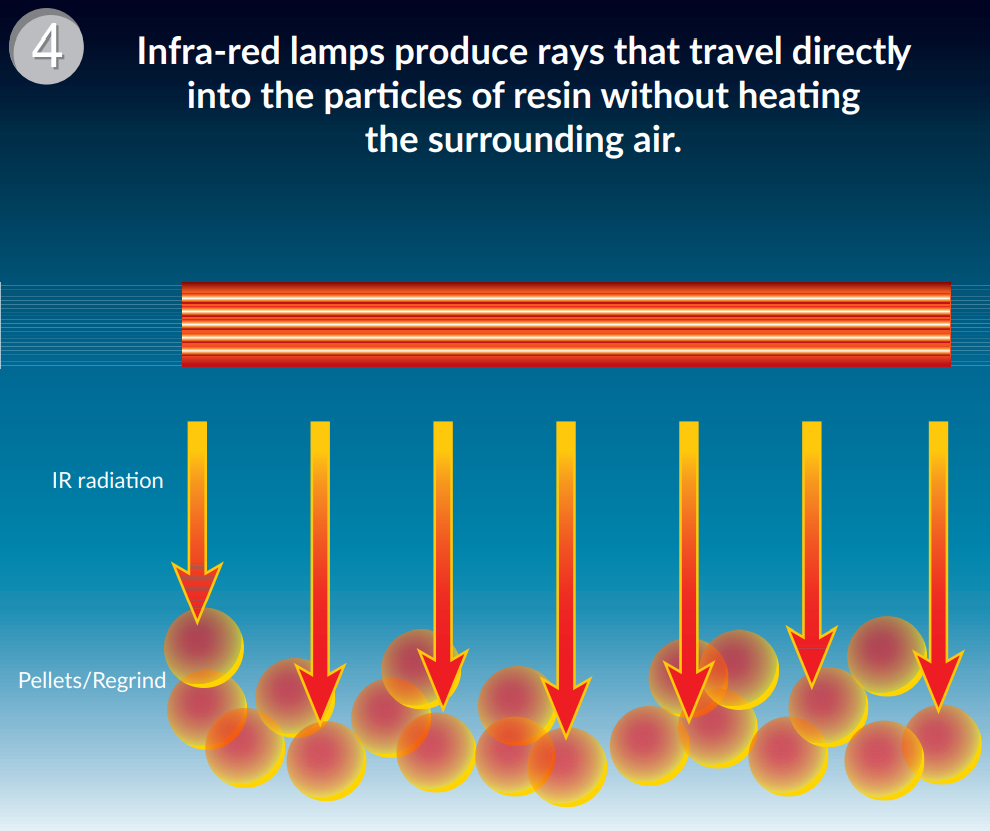
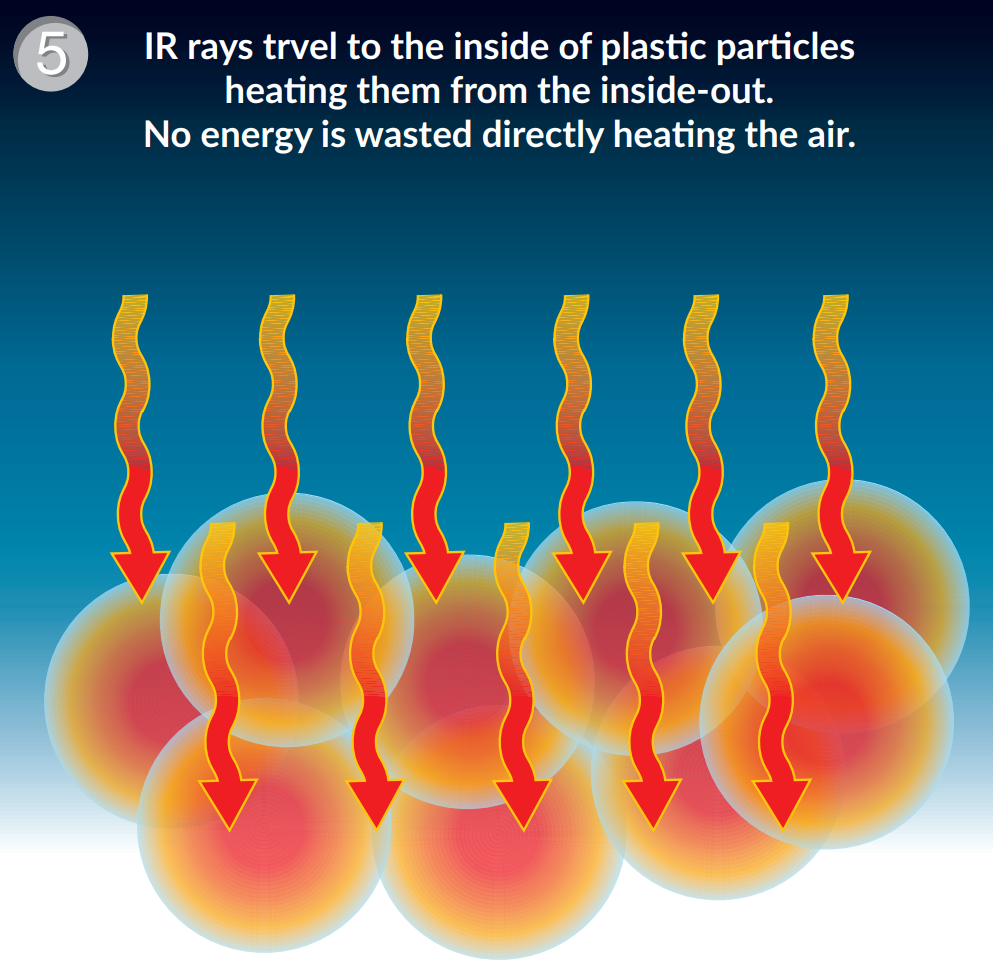
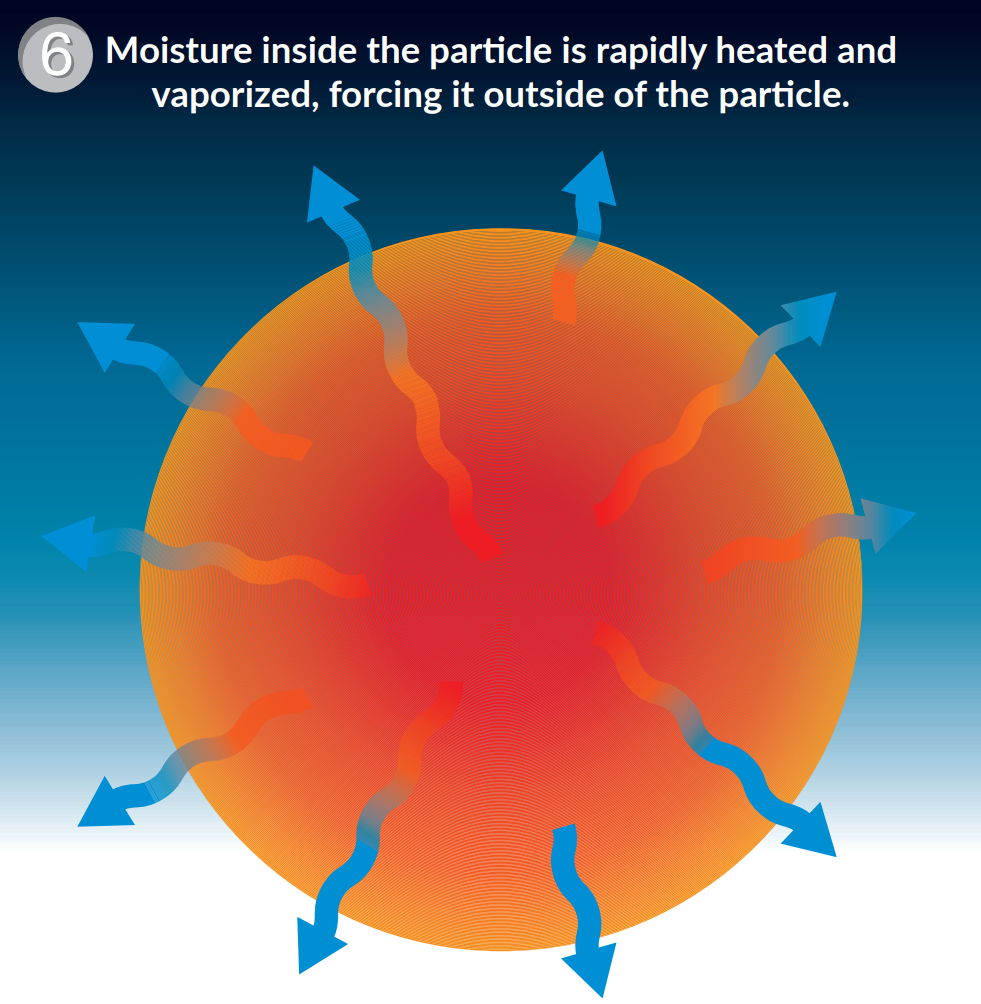
Funktionsprinzip
Vorteile, die wir schaffen
※Begrenzung des hydrolytischen Abbaus der Viskosität.
※ Verhindern Sie steigende AA-Werte bei Materialien mit Lebensmittelkontakt
※ Steigerung der Kapazität der Produktionslinie um bis zu 50 %
※ Verbesserung und Stabilisierung der Produktqualität – Gleichmäßiger und wiederholbarer Eingangsfeuchtigkeitsgehalt des Materials
→ Reduzieren Sie die Herstellungskosten von PET-Pellets: Bis zu 60 % weniger Energieverbrauch als bei herkömmlichen Trocknungssystemen
→ Sofortiger Start und schnelleres Herunterfahren --- Kein Vorheizen erforderlich
→ Trocknung und Kristallisation erfolgen in einem Schritt
→ Die Maschinenlinie ist mit einem Siemens-SPS-System mit einer Schlüsselspeicherfunktion ausgestattet
→ Deckt einen Bereich mit kleiner, einfacher Struktur ab und ist leicht zu bedienen und zu warten
→ Unabhängige Temperatur- und Trocknungszeiteinstellung
→ Keine Entmischung von Produkten mit unterschiedlichen Schüttdichten
→ Einfache Reinigung und Materialwechsel
Maschinenbetrieb im Werk des Kunden




Häufig gestellte Fragen
F: Welche endgültige Feuchtigkeit können Sie erreichen? Gibt es Einschränkungen hinsichtlich der Anfangsfeuchtigkeit des Rohmaterials?
A: Die endgültige Feuchtigkeit kann ≤30 ppm betragen (z. B. PET). Die anfängliche Feuchtigkeit kann zwischen 6000 und 15000 ppm liegen.
F: Wir verwenden eine Doppelparallelschneckenextrusion mit Vakuumentgasungssystem für die PET-Extrusionsgranulierlinie. Müssen wir trotzdem einen Vortrockner verwenden?
A: Wir empfehlen die Verwendung eines Vortrockners vor der Extrusion. Normalerweise gelten für solche Systeme strenge Anforderungen an die Anfangsfeuchtigkeit des PET-Materials. PET ist bekanntlich ein Material, das Feuchtigkeit aus der Atmosphäre aufnehmen kann, was zu einer Beeinträchtigung der Extrusionslinie führen kann. Daher empfehlen wir die Verwendung eines Vortrockners vor Ihrem Extrusionssystem:
>>Begrenzung des hydrolytischen Abbaus der Viskosität
>>Verhindern Sie steigende AA-Werte bei Materialien mit Lebensmittelkontakt
>>Erhöhung der Kapazität der Produktionslinie um bis zu 50 %
>> Verbesserung und Stabilisierung der Produktqualität – Gleichmäßiger und wiederholbarer Eingangsfeuchtigkeitsgehalt des Materials
F: Wie lange dauert die Lieferung Ihres IRD?
A: 40 Arbeitstage, nachdem Ihre Anzahlung auf unserem Firmenkonto eingegangen ist.
F: Wie sieht es mit der Installation Ihres IRD aus?
Erfahrene Ingenieure können Ihnen bei der Installation des IRD-Systems in Ihrem Werk behilflich sein. Alternativ bieten wir auch einen Online-Guide-Service an. Die gesamte Maschine ist mit einem Luftfahrtstecker ausgestattet, der den Anschluss erleichtert.
F: Wofür kann die IRD beantragt werden?
A: Es kann ein Vortrockner für
- PET/PLA/TPE-Plattenextrusionsmaschinenlinie
- Maschinenlinie zur Herstellung von PET-Ballenbändern
- PET-Masterbatch-Kristallisation und -Trocknung
- PETG-Plattenextrusionslinie
- PET-Monofilamentmaschine, PET-Monofilament-Extrusionslinie, PET-Monofilament für Besen
- PLA/PET-Filmherstellungsmaschine
- PBT, ABS/PC, HDPE, LCP, PC, PP, PVB, WPC, TPE, TPU, PET (Bottleflakes, Granulat, Flocken), PET-Masterbatch, CO-PET, PBT, PEEK, PLA, PBAT, PPS usw.
- Thermische Verfahren zurEntfernung von Restoligomeren und flüchtigen Bestandteilen.







